Основни познания за формовачни матрици
1. Изкаране на горната форма
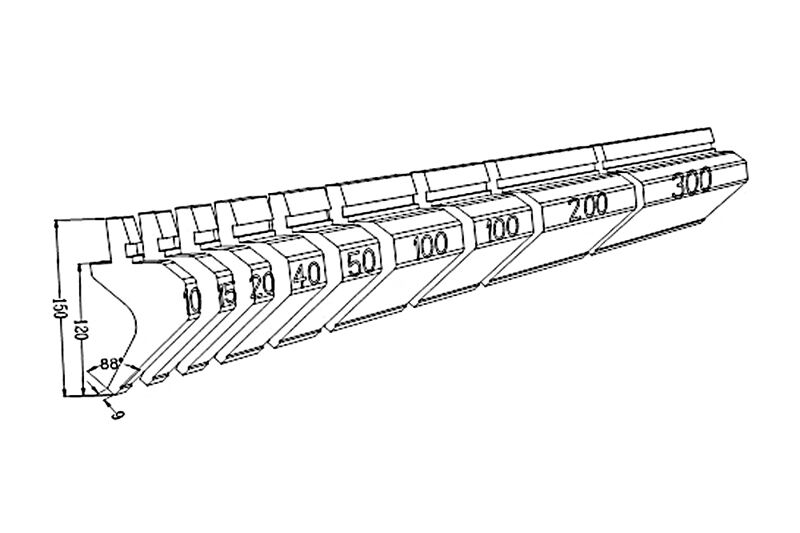
Горната форма се нарича също и фолдинг нож. Тя е разделена на два вида: интегрален и разделен. Дължината на интегралната горна форма е 415 мм и 835 мм. Дължината на разделения типа е 10, 15, 20, 40, 50, 100 (лява ушана), 100 (дясна ушана), 200, 300 (мм); разделената форма може да бъде комбинирана в различни дължини за изкаране.
Горната форма е разделена на четири вида: прав лъч, крив лъч, арчен лъч и специален лъч.
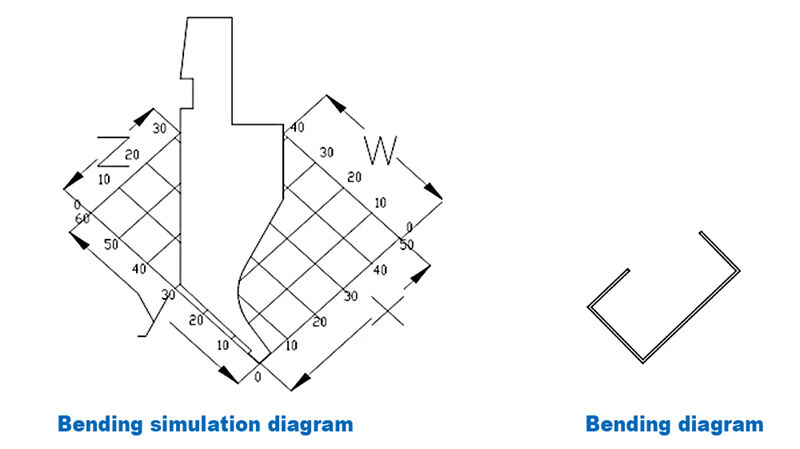
(1) Видове и характеристики на обработка на прави ножове
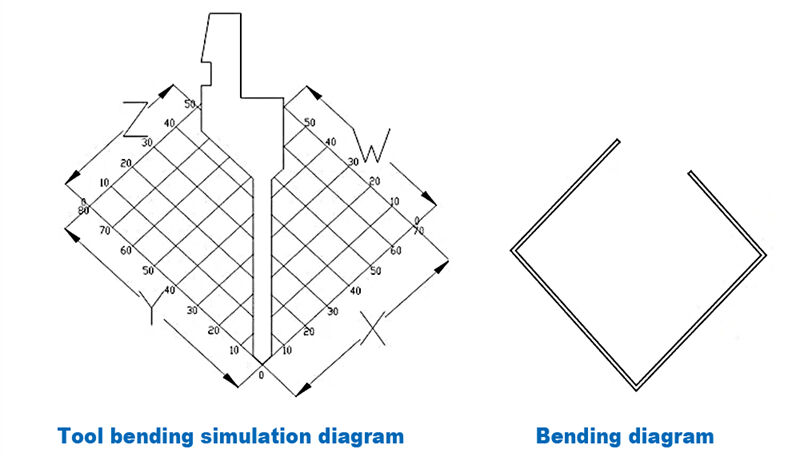
Подходящи за извиване на симетрични продукти, предната и задната посока могат да се избегнат, толщината на инструмента е 6 мм, така че отворът за извиване може да е минимум 6 мм.
От симулационната диаграма за извиване на инструмента се вижда, че предната и задната посока на инструмента могат да се избегнат, но дължината на Z и W е по-малка от дължината на X и Y. Ъгълът на острието на този инструмент е 88 градуса, а радиусът R на острието е 0.2. Освен това често се използват инструменти с остриен ъгъл от 30 и 45 градуса.
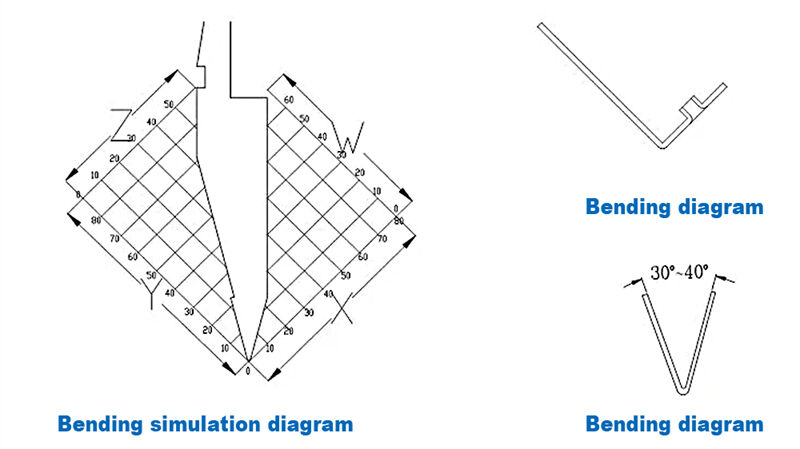
Ъгълът на острието е 30 градуса, а радиусът R на острието е 0.67, така че ъгълът на извиване може да бъде между 30 и 180 градуса. Малкият ъгъл на острието на инструмента може да се използва за избягване на дупките или връхля, например. Той може също да се използва като модел за дълбоко вмъкване, а инструментът може да избягва предната и задната страна.
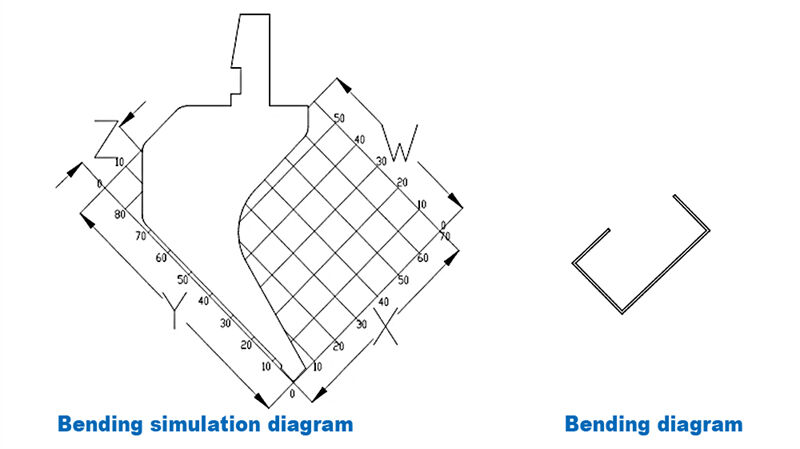
(2) Видове и характеристики на обработка на криви ножове
През процеса на извиване инструментът главно използва отмъкването в посока W. Когато X>15MM, ефектът на отмъкване става все по-лош. Когато Y>30, се изпълнява условието за извиване, в противен случай ще се удари в гръбнака на ножа. Този вид инструмент обикновено се нарича малък изкривен нож.
През процеса на извиване инструментът главно използва отмъкването в посока W. Когато X>25MM, ефектът на отмъкване става все по-лош. Когато Y>75, се изпълнява условието за извиване, в противен случай ще се удари в гръбнака на ножа. Този вид инструмент обикновено се нарича голям изкривен нож.
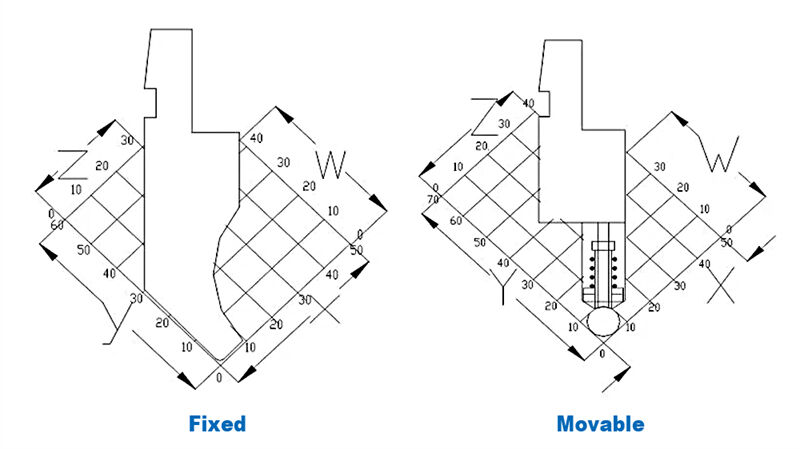
(3) Видове и техни characteristics на обработката на дъгови резачи
Делителите на дуговидни резачи се делят на фиксирани и pomiщими типове. Дуговидните резачи отговарят на различни условия за обработка на извиване на дуга чрез замяна на кръглите барове. Когато размерът X на фиксиран дуговиден резач е >10MM, неговият ефект на избягване е същият като този на малък изкривен резач. Общият стандарт за избор на долния умиращ V-образен гравюр е диаметърът на дугата плюс две толщи на плоча.
(4) Типове и характеристики на обработката на специални инструменти
Специалните инструменти на фолдера включват стъпкови умиращи, разправящи умиращи и някои специално формирани горни умиращи.
а: Съществуващите стъпкови умиращи се делят на два типа: 415mm и 835mm. Размерните спецификации на сегментния вид са съгласени с спецификациите на сегментацията на инструмента. Формата на формирането се определя според спецификациите на чертежа. Всички форми се формират. Всички форми обаче, когато толщината на плочата е по-голяма, например T=2.0, като се има предвид силния отпечатък и ограниченията на самия умиращ, ще бъде трудно да се формира.

в: Горната форма на плоската форма е плоска форма, а долната форма може да бъде заменена с обикновена извивна долна форма, но трябва да се избегне V-образната канавка. Повечето се използва за методи на обработка като уравняване на мрътвите краища и заклепване на винти.
2. Извивна долна форма
Долната форма на фолдера включва извивна долна форма, форма за вмъкване, форма за уравняване и др.
(1) Извивна долна форма
Изборът на извивната долна форма на фолдера се базира предимно на толщината на обработваното изделие. В момента стандартът за избор на долна форма при Yixin Company е 6T, който се използва като стандарт за местните операции, освен ако няма специални обстоятелства. Когато се изисква обработка с голямо V или малко V-образна канавка поради ограниченията при обработката, извивният коефициент трябва да бъде приспособен съответно.
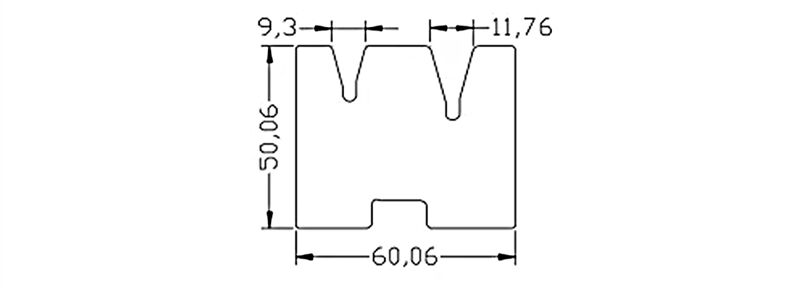
Анализ на формата: Снимката показва един вид долен матрица. Видовете V канали основно включват 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V и някои специални големи V канали за извиване. Този вид извивателна долна матрица се дели главно на 46 висок и 26 висок според височината.
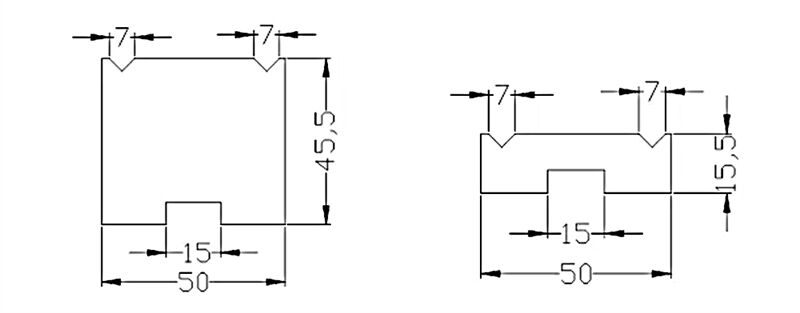
(2) Долна матрица с вмъкване на дълбочина
Анализ на формата: Снимката показва една от долните матрици с вмъкване на дълбочина. Видовете V канали основно включват 4V, 6V, 8V, 12 и някои специални долни матрици с вмъкване на дълбочина. Подходи за извиване и вмъкване на всеки ъгъл между 30-180 градуса.