















































Практическо ръководство за работа с гънщия прес E21
Практическо ръководство за работа с гънщия прес E21
За да работите с гънщия прес E21, започнете с въвеждането на необходимите параметри за гънене в системата за управление. След като материала е правилно позициониран и фиксиран, можете да стартирате цикъла на гънене, като спазвате всички стандартни правила за безопасност. За последователни резултати с високо качество, е задължително да се извършва рутинно поддържане и регулярни проверки на инструментите.
За подробно стъпка по стъпка описание на целия процес, преминете към пълното оперативно ръководство по-долу.

Система E21: Въведение
E21 е специализирана система за управление, разработена специално за гънки машини. Тя осигурява оптимален баланс между производителност и икономическа ефективност, значително намалявайки общите разходи за машината, като същевременно запазва точността в рамките на изисканите промишлени стандарти.
Основните характеристики на системата E21 включват:
Високото разделение LCD екран поддържа двуезичен китайски и английски език и показва програмните параметри на една страница, което прави програмирането по-бързо и по-удобно.
Интелигентното позициониране по оси X и Y поддържа ръчна корекция, което премахва нуждата от механични ръчни позициониращи устройства.
Вградените функции за задаване на време за поддържане на налягане и закъснение при разтоварване улесняват работата и намаляват разходите.
функция за архивиране и възстановяване на параметри с едно кликване, която може да възстанови параметрите по всяко време според нуждите, намалявайки разходите за поддръжка. Поддържа многостъпково програмиране за подобряване на производствената ефективност и точността на обработката.
Всички бутони на панела са микробутони и са строго тествани за ЕМС, висока и ниска температура, вибрации и др., за да се осигури стабилността и продължителността на живот на продукта.
Сертифициране по CE подпомага пазарите в чужбина.
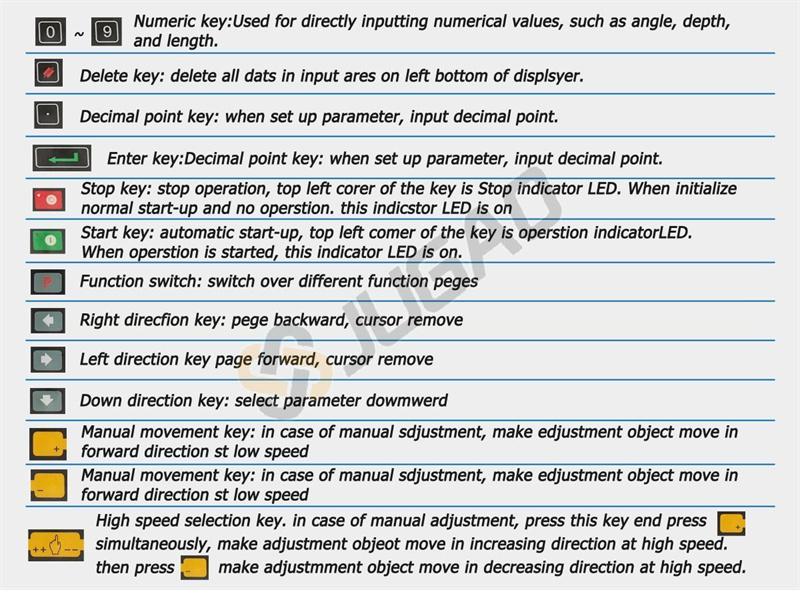
Функциите на клавишите от панела са описани в таблицата.
Един интерфейс
Контролерът E21 използва LCD дисплей с матрица 160*160 точкови елемента. Зоната за показване е показана по-долу.
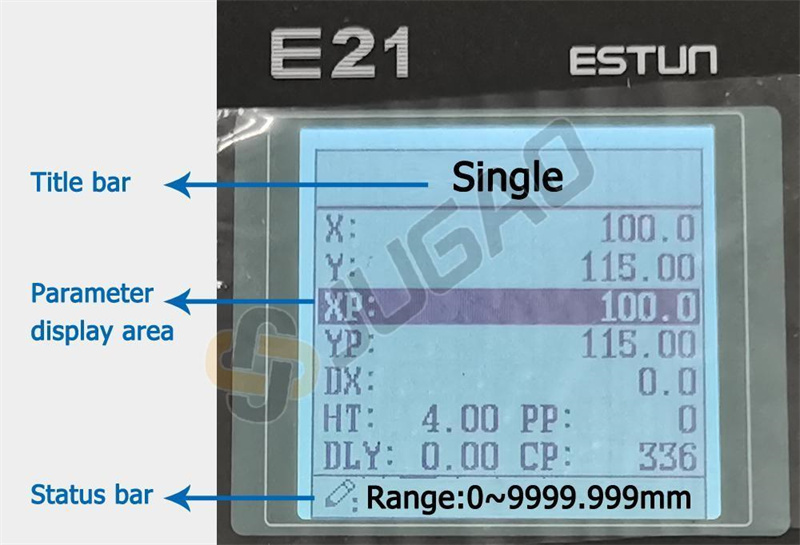
Лента с заглавие: показва релевантна информация за текущата страница, например името ѝ и др.
Зона за показване на параметри: показва името на параметъра, стойността му и системна информация.
Лента със състоянието: зона за показване на входяща информация и съобщения с подсказки и др.
Обясненията на съкращенията на тази страница са както е показано в таблицата.
X: Текущата позиция на фона
Y: Текущата позиция на плъзгача
XP: Желана позиция на задния упор
YP: Желана позиция на плъзгача
DX: Разстояние за отместване на задния упор
HT: Забавяне при задържане
DLY: Забавяне при връщане
PP: Предварително зададена заготовка
CP: Текуща заготовка
Етапно програмиране
E21 има два метода за програмиране – етапно програмиране и многоетапно програмиране. Потребителите могат да настроят програмирането според действителните си нужди.
Етапното програмиране обикновено се използва за обработване на единичен етап, за да се завърши обработката на заготовката. Когато контролерът бъде включен, автоматично се преминава към страницата за етапно програмиране.
Стъпки за опериране
Стъпка 1 След стартиране устройството автоматично влиза в страницата за настройка на едностъпковата програма.
Стъпка 2 Натиснете, за да изберете параметъра, който трябва да бъде настроен, натиснете цифров бутон, за да въведете стойността на програмата, натиснете, за да завършите въвеждането.
Стъпка 3 Натиснете и системата ще изпълни според тази програма.
Програмиране с няколко стъпки
Многостъпковата програма се използва за обработка на единична заготовка с различни стъпки на обработване, осъществява последователното изпълнение на няколко стъпки и повишава ефективността на обработката.
Стъпки за опериране
Стъпка 1 Включете захранването, устройството автоматично показва страницата с едностъпкови параметри.
Стъпка 2 Натиснете, за да превключите към страницата за управление на програмата, превключете към страницата за управление на програмата.
Стъпка 3 Натиснете, за да изберете серийния номер на програмата или въведете директно номера на програмата, например въведете „1“.
Стъпка 4 Натиснете, за да влезете в страницата за настройка на многостъпкова програма.
Стъпка 5 Натиснете, за да изберете параметъра за многостъпкова програма, който трябва да бъде настроен, въведете стойността за настройка, натиснете и настройката влизане в сила.
Стъпка 6 След приключване на настройката натиснете, за да влезете в страницата за настройка на стъпкови параметри.
Стъпка 7 Натиснете, за да изберете параметър на стъпката, който трябва да бъде настроен, въведете стойност на програмата, натиснете и настройката встъпва в сила.
Стъпка 8 Натиснете, за да превключвате между стъпките. Ако текущата стъпка е първата, натиснете, за да влезете в последната страница от настройките на параметрите на стъпката; ако текущата стъпка е последната, натиснете, за да влезете в първата страница от настройките на параметрите на стъпката.
Стъпка 9 Натиснете, системата ще работи според тази програма.
Настройка на параметри
Потребителите могат да настроят всички параметри, необходими за нормалната работа на системата, включително системен параметър, параметър на оста X и параметър на оста Y.
Стъпка 1 На страницата за управление на програмата натиснете, за да влезете в страницата за задаване на константи; на тази страница могат да бъдат зададени програмни константи.
Стъпка 2 Обхватът за настройка на програмната константа е показан в таблица
Стъпка 3 Въведете парола „1212“, натиснете, за да влезете в страницата за обучение.
Стъпка 4 Настройте параметъра; обхватът за настройка на параметъра е показан в таблица.
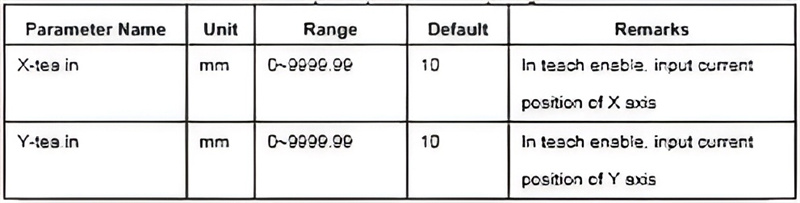
Стъпка 5 Натиснете, за да се върнете към страницата за програмни константи.
Сигнална тревога
Устройството може автоматично да засича вътрешни или външни аномалии и да изпраща сигнал за предупреждение. Съобщението за аларма е достъпно в списъка с аларми.
Стъпка 1 На страницата за управление на програмирането натиснете, за да влезете в страницата за програмиране на константи.
Стъпка 2 На страницата за програмиране на константи натиснете, за да влезете в страницата „История на алармите“, за да прегледате цялата история на алармите. Последните 6 аларми, номера на алармите и причините могат да бъдат прегледани на тази страница.
Чести неизправности и отстраняване на повреди
1. Контролерът не се включва / няма дисплей
Симптоми на повреда:
Екранът е празен.
Няма светещи индикатори.
Възможни причини и отстраняване на повреди:
C1: Проблем с основното захранване.
Проверка: Уверете се, че главният прекъсвач на машината е включен.
Проверка: Потвърдете, че кабелът за основно захранване е свързан и напрежението е коректно.
C2: Вратата на машината/предпазната ограда е отворена.
Проверка: Уверете се, че всички врати на електрическите шкафове и предпазни огради са правилно затворени. Много машини разполагат със системи за безопасност, които изключват старт при отворени врати.
C3: Изгорял предпазител.
Проверка: Проверете основните предпазители в електрическия шкаф на машината.
C4: Неизправен блок за захранване.
Проверка: Вътрешният блок за захранване с постоянен ток (напр. 24V DC) за контролера може да е повреден. Това изисква намесата на квалифициран електротехник.
2. Осите (Y1, Y2, X, R) не се движат или показват „Грешка при следене“ / „Грешка на ос“
Симптоми на повреда:
Оста не реагира на ръчни команди.
Контролерът показва съобщение за грешка относно оста на задвижване или грешка при следенето.
Едната страна (Y1 или Y2) е по-ниска/по-висока от другата (извън синхрон).
Възможни причини и отстраняване на повреди:
C1: Неизправност в серво задвижването / усилвателя.
Проверка: Потърсете код на грешка на самото серво задвижване (обикновено се намира в електрическия шкаф). Вижте ръководството на производителя на задвижването.
Действие: Рестартирайте неизправността, като изключите и включите машината. Ако проблемът продължи, запишете кода на грешката за техническа поддръжка.
C2: Проблем с кабела на енкодера / обратната връзка.
Проверка: Проверете кабелите на енкодера, свързани към задната част на серво моторите, за наличие на повреди или лоши връзки.
C3: Механично препятствие.
Проверка: Проверете ръчно дали рамото (ост Y) или задният упор (ост X) могат да се движат свободно. Може да има физическо заклинване.
C4: Задействан моторен спирач.
Проверка: Спирачката на сервомотора (особено по оста Y) може да не се отпуска. Може да чуете жужене от мотора, но без движение.
3. Грешка "Оста не е референцирана" или "Моля, задайте референция"
Симптоми на повреда:
Машината не може да стартира цикъл.
Контролерът изисква процедура за референциране.
Възможни причини и отстраняване на повреди:
C1: Машината е била изключена от захранването.
Действие: Това е стандартна процедура. Трябва да изпълните операцията "Референция" или "Връщане към нула" след включването на машината. Отидете на ръчния екран и стартирайте референтния цикъл за всички оси.
C2: Неизправност на референтния превключвател / сензор за приближаване.
Проверка: Сензорът, който засича началната позиция, може да е мръсен, разместен или неизправен. Често се изисква техник.
4. Тревога "Претоварване" или "Високо налягане"
Симптоми на повреда:
Тревогата се появява по време на цикъла на огъване, често в долната част.
Възможни причини и отстраняване на повреди:
C1: Неправилна настройка на тонажа (налягане).
Проверка: Зададеното огъващо налягане е твърде високо за дадения материал или капацитета на машината. Прегледайте и намалете настройката на налягането в програмата.
C2: Неправилен избор на матрица.
Проверка: Използването на V-матрица, която е твърде малка за дебелината на материала, изисква прекомерно усилие. Потвърдете, че отворът на V-матрицата е правилен за материала (обикновено отворът = 8 x дебелина на материала).
C3: Огъване извън капацитета на машината.
Проверка: Вероятно се опитвате да огнете материал, който е твърде дебел или твърде дълъг за номиналния капацитет на машината.
5. Непостоянен ъгъл на огъване
Симптоми на повреда:
Ъгълът на огъване варира от детайл до детайл, дори при една и съща програма.
Възможни причини и отстраняване на повреди:
C1: Вариации в материала.
Проверка: Непостоянна дебелина, твърдост или посока на зърнестостта на материала могат да причинят промяна в ъгъла. Проверете сертификатите за материала.
C2: Износени или неправилни инструменти.
Проверка: Проверете пуансона и матрицата за износ или повреди. Уверете се, че са използвани правилните инструменти за посочения ъгъл.
C3: Липса на компенсация за изкривяване.
Действие: При гъвкане на дълги листове, масата на машината може да се деформира. Използвайте функцията "Crowning" (ръчно или автоматично), за да компенсирате тази деформация. Преустановете калибрирането при необходимост.
C4: Нестабилна хидравлична система.
Проверка: Ниско ниво на хидравличното масло, замърсено масло или неизправен клапан могат да причинят нестабилност на налягането. Проверете нивото и температурата на маслото.
6. Заден упор (X, R, Z) не достига до позицията или е неточен
Симптоми на повреда:
Задният упор спира на грешна позиция или вибрира при спиране.
Възможни причини и отстраняване на повреди:
C1: Механично пречещо тяло или нецентриране.
Проверка: Потърсете стружки, отломки или заострени ръбове по релсите и винтовете на задния упор. Почистете и смажете водачите.
C2: Слаба връзка или предавателен бутук.
Проверете: Връзката между серво мотора и топчения винт или предавателният бутук (ако има такъв) може да е разхлабена.
C3: Люфт.
Действие: С времето механичното износване може да причини люфт. Контролерът често разполага с настройка за "Компенсация на люфта", която може да бъде настроена от техник.
Обща диаграма за отстраняване на неизправности
1. Запишете точното съобщение за грешка на дисплея E21.
2. Консултирайте се с ръководството на производителя на машината. То съдържа най-специфичните кодове за грешки и процедури.
3. Изпълнете просто нулиране: Изключете напълно машината, изчакайте 10 секунди и след това я включете отново.
4. Проверете за очевидни проблеми: Разхлабени жици, изключени автомати, ниско ниво на хидравлично масло, необичайни шумове.
5. Локализирайте проблема: Определете дали става въпрос за проблем с управлението (контролер, програмиране), електрически (мотор, драйв, сензор) или механичен (заклещена ос, износени инструменти).
6. Свържете се с техническата поддръжка: Ако проблемът не бъде разрешен с основните проверки, предоставете им точното съобщение за грешка и стъпките, които вече сте предприели.
Запомнете: Вътрешните електрически ремонти трябва да се извършват само от квалифициран персонал.

