















































DELEM DA-66T Parametrlər Rejimində Nəyi Tənzimləyə Bilərsiniz?
Mündəricat
• İdarəetmə Sisteminin Parametrlər Rejiminə Giriş
• Parametr Seçimləri
• Xassələri ilə Proqramlaşdırma Materialları
• EhtiyatKopya/ Bərpa Funksiyaları
Məhsulun EhtiyatKopyası
Məhsulun Bərpası
Alətin EhtiyatKopyası
Alətin Bərpası
Cədvəl və Tənzimləmələrin Ehtiyatda Saxlanması və Bərpası
• İstiqamətləndirmə direktoriyası
• Proqram parametrləri
• Standart dəyər parametrləri
• Hesablama parametrləri
• İstehsal parametrləri
• İstehsal müddətinin hesablanması
• Vaxt parametrləri
• Tez-Tez Verilən Suallar (FAQ)
• Nəticə
DELEM DA-66T idarəetmə sistemi ilə işləyərkən pres-brekidə iş performansını və əməliyyat səmərəliliyini artırmaq üçün onun Parametrlər rejimində mövcud olan müxtəlif tənzimlənə bilən funksiyalar haqqında dərin anlayış əldə etmək çox vacibdir. Əgər bu Parametrlər rejimində mövcud şəxsi konfiqurasiyalar haqqında maraqlanırsınızsa, bu məqalə pres-brekidə parametrlərin dəqiq optimallaşdırılmasına və istehsal səmərəliliyinin maksimum dərəcədə artırılmasına kömək etmək üçün əsas tənzimləmə elementlərini ətraflı izah edir.
İdarəetmə sisteminin Parametrlər rejiminə giriş
Navigasiya panelində "Parametrlər" düyməsinə toxunmaq idarəetmə sistemini Parametrlər rejiminə keçirir. Bu rejimdəki bütün funksiyalar məntiqi olaraq müxtəlif sekmələrə qruplaşdırılmışdır və hər bir sekmenin konkret parametrləri sonradan bir-bir izah ediləcəkdir.
DELEM DA-66T Parametrlərin Konfiqurasiya Rejimi əməliyyat tələblərinə uyğun olaraq müxtəlif maşın parametrlərini çevik şəkildə konfiqurasiya etməyə imkan verən tamamilə kompleks idarəetmə mərkəzidir və eyni zamanda bükmə dəqiqliyinin həmişə ideal səviyyədə saxlanılmasını təmin edir. Bu, istehsalatın sabitliyini təmin edən əsas funksional moduldur.
Parametr Seçimləri
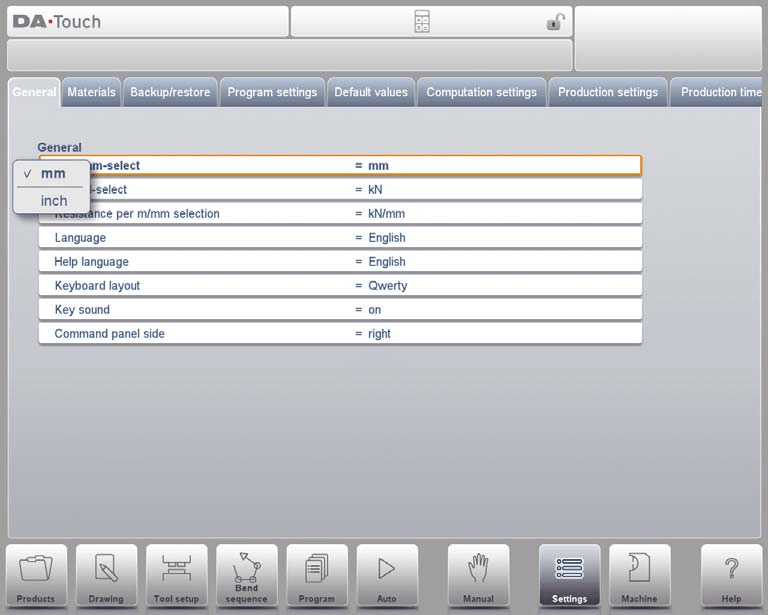
Tələb olunan sekmeni seçdikdən sonra düzəliş ediləcək parametr üzərində klikləyin. Əgər parametr rəqəmsal və ya alfa-rəqəmsal tiplidirsə, sistem avtomatik olaraq hədəf dəyəri daxil etmək üçün sizə klaviatura göstərir. Xüsusi olaraq tənzimlənə bilən seçimlər aşağıdakı kimidir:
• Düym/mm Seçimi: Layihə tələblərini ödəmək üçün ölçü sistemləri arasında asanlıqla keçid edin.
• Ton/kN Seçimi: Məlumatların dəqiqliyini təmin etmək üçün əməliyyat spesifikasiyalarına ən yaxşı uyğun gələn qüvvə ölçüsü vahidini seçin.
• Metr/mm başına müqavimət seçimi: Emal materiallarının xüsusiyyətləri və emal tələblərinə uyğun olaraq müqavimət parametrlərini fərdiləşdirin.
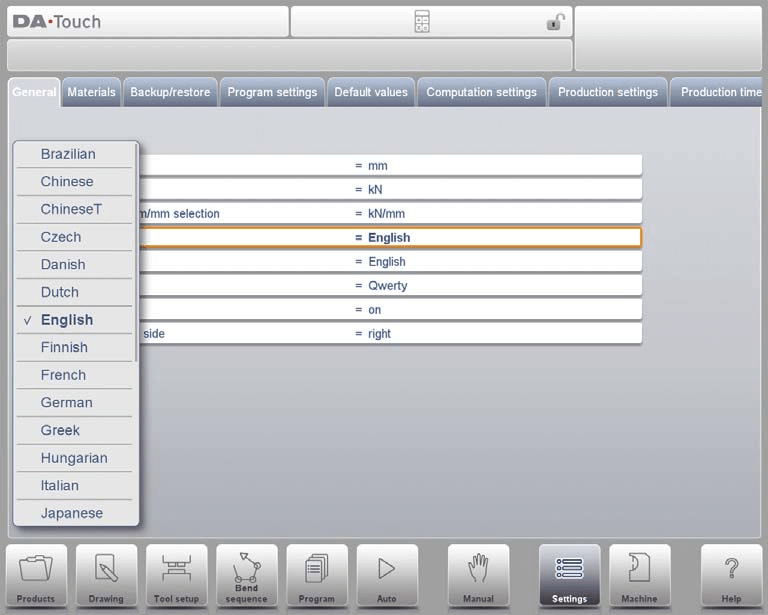
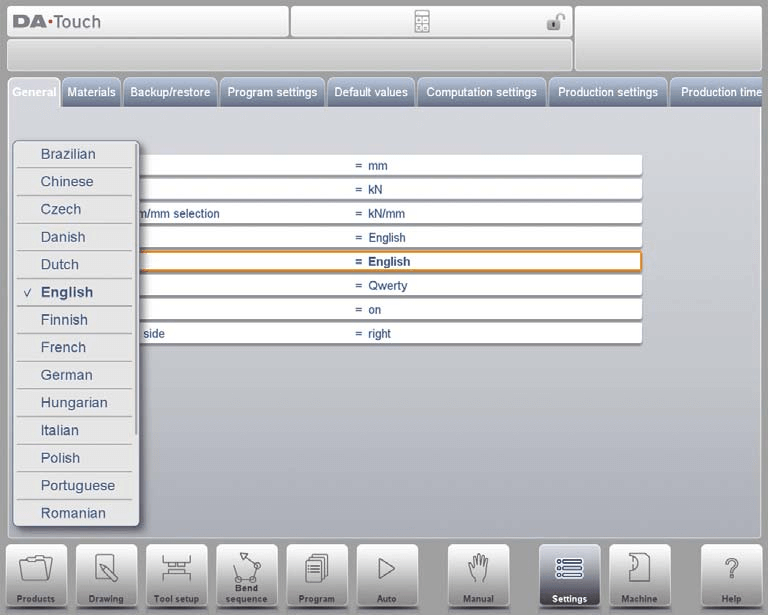
• Dil: Əməliyyat interfeysinin üstünlük verilən dilini seçin ki, əməliyyatların rahatlığı artırılsın.
• Yardım Dili: Beynəlxalq komandalar arasında əməkdaşlıq dəstəyini təmin etmək üçün yardım sənədlərinin göstərilmə dili ayarlayın.
• Klaviatura Düzeni: Əməliyyat adətlərinə uyğun olaraq klaviatura düzülüşünü fərdiləşdirin və daxiletmə effektivliyini artırın.
• Düymə Səsi: Əməliyyat zamanı eşidilən geri əlaqəni təmin etmək üçün düymə səslərini aktivləşdirin və ya deaktivləşdirin.
• Əmr Paneli Yanı: İdarəetmə panelinə girişin optimallaşdırılması üçün göstərmə ayarlarını düzəldin.
Xassələri ilə birlikdə proqramlaşdırma materialları
Bu vərəqdə materiallar və onların xassələri proqramlaşdırıla bilər. Mövcud materialları redaktə edə, yeni materiallar əlavə edə və ya artıq materialları silə bilərsiniz. İdarəetmə sistemi ən çox 99 material üçün parametrləri öncədən təyin edə bilər.
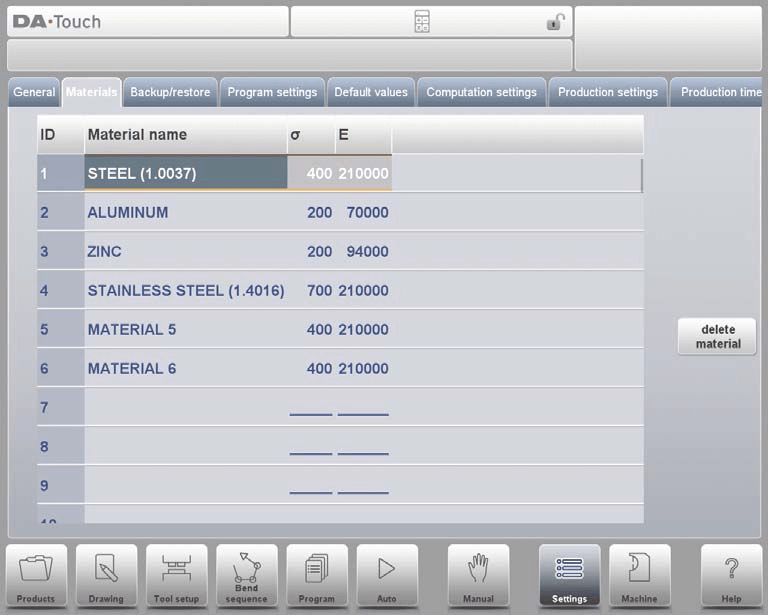
Hər bir material üç əsas xassəyə malikdir; bunları görmək və dəyişdirmək mümkündür:
• Material Adı: Emal axını üçün aydın etiket təmin etmək məqsədilə material növünü aydın şəkildə müəyyən edin.
• Çekme müqaviməti: Bükülmə əməliyyatlarının dəqiqliyini təmin etmək üçün əsas parametrlər olan dəqiq çekme müqaviməti qiymətlərini daxil edin.
• Elastiklik modulu (E modulu): Maşının materialla işləməsinin fiziki xassələr tələblərinə uyğun olmasını təmin etmək üçün materialın elastiklik modulunu göstərin.
Materiallar əvvəlcə material nömrəsi (ID) ilə sıralanaraq göstərilir. Sütun başlığını klikləməklə hər hansı bir xassəyə görə artan və ya azalan sıra ilə sıralama mümkündür. Mövcud materialı düzəltmək üçün sadəcə hədəf materialı seçin və parametrləri birbaşa dəyişdirin; materialı silmək üçün müvafiq sətiri seçin və "Materialı sil" funksiyasından istifadə edin; yeni material əlavə etmək üçün boş sətiri seçin və proqramlaşdırmanı tamamlamaq üçün müvafiq xassə parametrlərini daxil edin.
Ehtiyat nüsxəsi/bərpa funksiyaları
DELEM DA-66T Parametrlər Rejimi tamamilə yeddiyə və bərpa etmə funksiyalarını təmin edir və məhsul, alət, parametr və cədvəl məlumatlarının yeddiyə və bərpa edilməsini dəstəkləyir. Həmçinin, əvvəlki idarəetmə modellərindən məhsul və alət məlumatlarını idxal etməyə uyğundur.
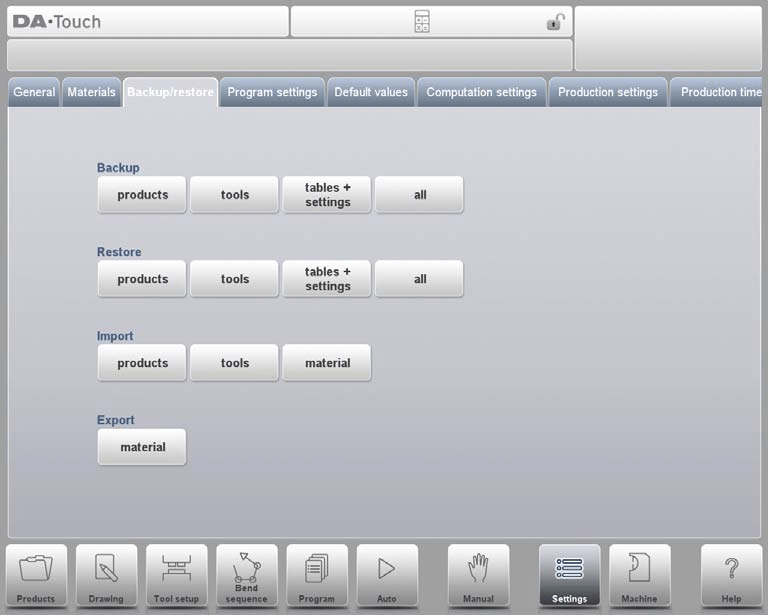
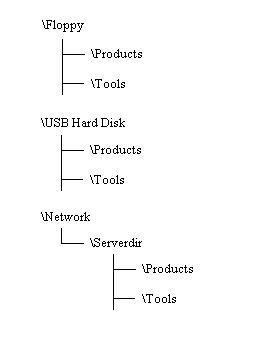
Alətlər və məhsullar üçün yeddiyə və bərpa etmə prosesləri eyni qaydada həyata keçirilir və bütün yeddiyə vasitələrinə (məsələn, şəbəkə yaddaşı, USB flaş sürücülər və s.) tətbiq oluna bilər. Yeddiyə qovluğu bir yaddaş qurğusundan (USB flaş sürücü, şəbəkə) və müəyyən bir qovluqdan ibarətdir. Siz bağlı qurğulara görə çevik şəkildə seçim edə bilərsiniz. Lazım gələrsə, hədəf qovluğu yarada və ya müəyyən edə bilərsiniz və məhsullar və alətlər üçün yeddiyə yolları müstəqil olaraq təyin edilə bilər.
Məhsulun EhtiyatKopyası
Məhsul proqramının yeddiyə prosesini başlatmaq üçün əsas menyudan "Yeddiyə" seçiminin altından "Məhsullar"ı seçin.

İlkin yeddiyə qovluğunu təyin etdikdən sonra məhsul yeddiyə interfeysinə daxil olursunuz. Əsas funksiyalar aşağıdakı kimidir:
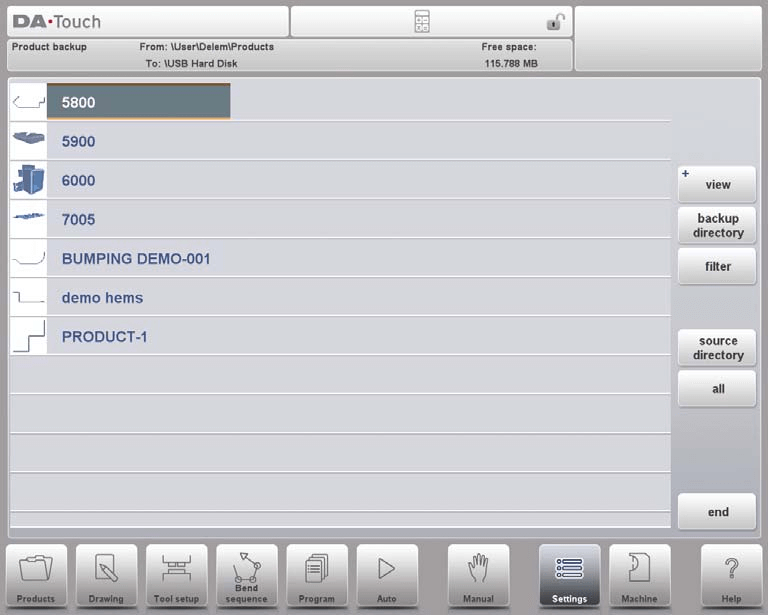
• Cari Yerləşməni Göstərmə: Cari mənbə faylının yolu və ehtiyat nüsxəsi üçün hədəf yol üst hissədə aydın şəkildə göstərilir.
• Tək Məhsulun Ehtiyat Nüsxəsinin Alınması: Hədəf məhsulu seçmək üçün klikləyin; sistem əməliyyatı təsdiqləmək üçün ehtiyat nüsxəsi işarəsini göstərir; əgər ehtiyat nüsxəsi yolunda eyni adlı fayl artıq mövcuddursa, onun əvəz edilməsi barədə sorğu pəncərəsi açılır.
• Bütün Məhsulların Toplu Ehtiyat Nüsxəsinin Alınması: Bir dəfə klikləmə ilə bütün məhsulların toplu ehtiyat nüsxəsini almaq üçün «Hamısı» seçimindən istifadə edin.
• Qovluq Düzeltilməsi: Məhsulun yerləşdiyi mənbə faylı yolunu «Mənbə Qovluğu» vasitəsilə düzəldin və ehtiyat nüsxəsi faylının saxlanılması üçün yerləşdirilmə yeri kimi «Ehtiyat Nüsxəsi Qovluğu»nı seçin; bu, hədəf qovluğa sürətli keçid etməyə kömək edir.
Məhsulun Bərpası
Bərpa etmək üçün əsas menyudan «Məhsullar»ı seçin.

İlkin bərpa qovluğunu təyin etdikdən sonra məhsul bərpası interfeysinə daxil olursunuz. Əməliyyat prosesi aşağıdakı kimidir:
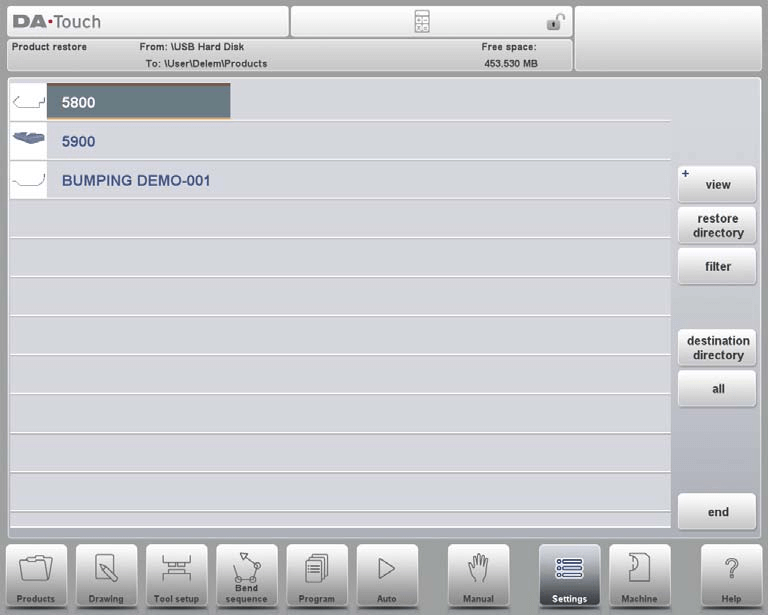
• Məhsulun просмотру və seçimi: Məhsul Rejiminin işləmə məntiqi ilə uyğun olaraq, seçilmiş qovluqda məhsulları rahat şəkildə baxa və bərpa ediləcək faylları seçə bilərsiniz. Hazırkı bərpa mənbə yolu və hədəf yolu interfeysin yuxarısında göstərilir.
• Bərpa təsdiqi: Bərpa ediləcək məhsulu seçmək üçün klikləyin. Əgər eyni adlı fayl artıq hədəf yolda mövcuddursa, sistem onun əvəz edilməsini təsdiqləməyi təklif edəcək.
• Qovluq düzəlişi: «Bərpa qovluğu» vasitəsilə bərpa faylının mənbə yolunu dəyişdirin və «Təyinat qovluğu» vasitəsilə faylın bərpa edildikdən sonra saxlanılacağı yerini müəyyən edin.
Qısaca desək, DELEM DA-66T Parametrlər Rejimi, istehsalat məlumatlarının təhlükəsizliyini təmin edərək, məhsul məlumatlarının idarə edilməsi və bərpası üçün səmərəli və rahat alətlər təqdim edir.
Alətin EhtiyatKopyası
Əsas menyudan «Yedəkləmə» bölməsində «Alətlər» seçin.
İlkin yedəkləmə qovluğunu təyin etdikdən sonra siz alətlərin yedəklənməsi interfeysinə daxil olacaqsınız. Bu funksiya idarəetmə sisteminə daxil olan alətləri (dəzgahların çəkicləri, kalıpları və ya maşın forması parametrləri də daxil olmaqla) yedəkləyə bilər və əməliyyat prosesi məhsulların yedəklənməsi ilə eynidir.

Alətin Bərpası
Alətlərin bərpa edilməsi əməliyyatı məhsulların bərpa edilməsi əməliyyatı ilə tamamilə eynidir; bərpa prosesi üçün eyni qovluq təyini, fayl seçimi və təsdiqləmə məntiqi tətbiq olunur ki, bu da alət məlumatlarının sürətli bərpasını təmin etsin.
Cədvəl və Tənzimləmələrin Ehtiyatda Saxlanması və Bərpası
"Yedəkləmə/Bərpa" sekməsi vasitəsilə istifadəçiyə xas ayarlar və cədvəl məlumatlarını idarə edə bilərsiniz; bu proses məhsulların və alətlərin yedəklənməsi/bərpası ilə eyni əməliyyat məntiqinə əsaslanır. Burada "Hamısı" funksiyası məhsullar, alətlər, cədvəllər və ayarlar üçün tam yedəkləmə və ya bərpa əməliyyatlarını ardıcıl olaraq avtomatik olaraq yerinə yetirir və beləliklə, toplu məlumat idarəetmə prosesini sadələşdirir.
Kataloq Naviqasiyası
"Ehtiyat nüsxəsi qovluğu" funksiyasından istifadə edərkən sistemdə mövcud ehtiyat nüsxəsi qovluqlarının siyahısı açılır. Qovluq naviqasiyası interfeysində aşağıdakı əməliyyatlar yerinə yetirilə bilər:
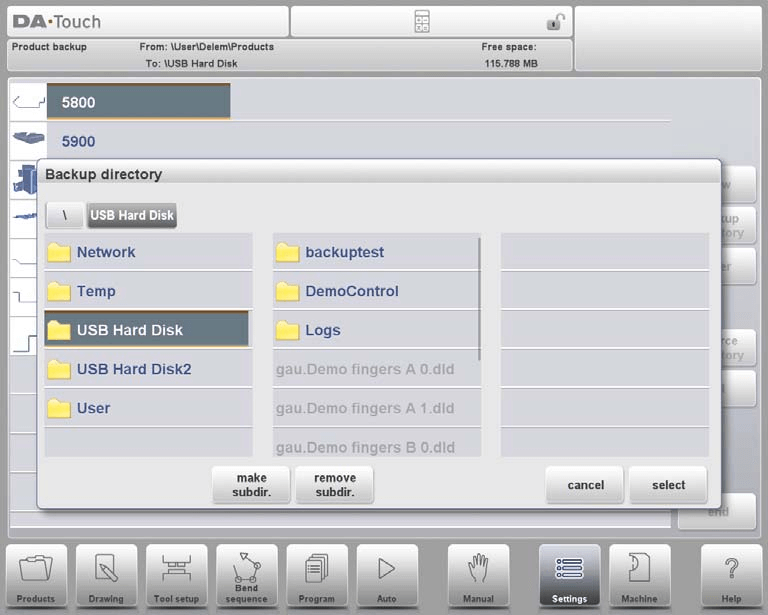
• İyerarxik naviqasiya: Alt qovluqları genişləndirmək üçün nöqtə simgesinə vurun; yuxarı səviyyəli qovluğa qayıtmaq üçün "ATASI" seçeneyini seçin; cari qovluğu təsdiqləmək üçün "Seç" düyməsinə vurun.
• Cihazların dəyişdirilməsi: Digər saxlama cihazlarını və uyğun alt qovluqlarını seçmək üçün "ATASI" seçimini təkrarlayaraq ən yuxarı səviyyəli qovluğa qədər gedin; şəbəkəyə qoşulmuş cihazlar üçün əvvəlcə "Şəbəkə"ni, sonra hədəf şəbəkə tomunu seçin; bu əməliyyat digər cihazlarla eyni məntiqə əsaslanır.
• Qovluq idarəetməsi: Yeni qovluq yaratmaq üçün "Alt qovluq yarat"-ı, artıq qovluqları silmək üçün isə "Alt qovluğu sil"-i seçin; alt qovluğun adına vuraraq qovluğa daxil olun və nəhayət hədəf qovluğu təsdiqləmək üçün "Seç" düyməsinə vurun.
Proqram ayarları
Proqram Parametrləri ayarlarında müxtəlif parametrlərin məqsədəuyğun konfiqurasiyası qatlama dəqiqliyini əhəmiyyətli dərəcədə yaxşılaşdıra bilər. Müəyyən edilə bilən konkret seçimlər aşağıdakı kimidir:
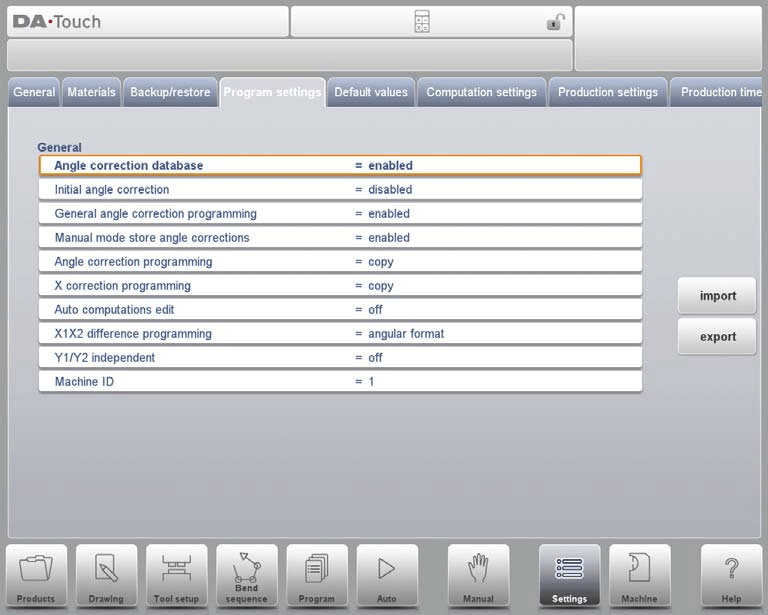
• Bucaq Düzəliş Bazası: Aktivləşdirildikdə, bucaq düzəlişi üçün xüsusi bir bazanın yaradılması mümkündür ki, bu da qatlama dəqiqliyinin davamlı optimallaşdırılmasına imkan verər.
• İlkin Bucaq Düzəlişi: Layihə tələblərinə uyğun olaraq ilkin bucaq düzəlişi parametrlərini təyin edin.
Deaktiv: İlkin bucaq düzəlişi proqramlaşdırıla bilməz.
Aktiv: İlkin bucaq düzəlişi bütün düzəliş ümumi baxışlarında proqramlaşdırıla bilər.
• Ümumi Bucaq Düzəlişi Proqramlaşdırması: İşləmənin eyni qalmasını təmin etmək üçün ümumi bucaq düzəlişi parametrlərini fərdiləşdirin.
Deaktiv: Ümumi bucaq düzəlişi funksiyası mövcud deyil.
Aktiv: Yalnız G-düz. α1 (susuzluq ayarı).
α1 və α2: G-düz. α1 və G-düz. α2 üçün iki parametrli düzəliş dəstəyi.
• Əl Rejimində Bucaq Düzəlişlərinin Saxlanması: Sonrakı əməliyyatlarda istinad üçün əl rejimində aparılan əməliyyatlarda bucaq düzəlişi məlumatlarını saxlayın.
• Bucaq Düzəlişinin Proqramlaşdırılması: Mürəkkəb dizayn tələbləri üçün yaxşılaşdırılmış bucaq düzəlişi parametrlərini proqramlaşdırın.
• X Oxu Düzəlişinin Proqramlaşdırılması: Bükülmə dəqiqliyini təmin etmək üçün X oxu üzrə düzəliş parametrlərini dəqiq ayarlayın.
Kopyalama: CX1-i dəyişdikdə avtomatik olaraq CX2-yə sinxronlaşdırın (susdurulmuş ayar).
Delta: CX1-i dəyişdikdə CX1 və CX2 arasındakı fərqi sabit saxlayın.
Müstəqil: CX1 və CX2 parametrlərini müstəqil olaraq dəyişdirə bilərsiniz.
• Avtomatik Hesablamaların Redaktəsi: Əməliyyat xətalarını azaltmaq üçün hesablama prosesini avtomatikləşdirin; bu, digər əlaqəli parametrlərin qiymətlərinə də təsir edə bilər.
• X1/X2 Fərqi Proqramlaşdırılması: Tələb olunduqda X1 və X2 arasındakı proqramlaşdırma fərqini təyin edin. Maşın iki müstəqil X oxuna (X1 və X2) malikdirsə və OP-W-X@ seçimi quraşdırılıbsa, X1 və X2 qiymətlərini bucaq əlaqəsinə uyğun olaraq proqramlaşdırmaq mümkündür.
• Y1/Y2 Müstəqilliyi: İşləmənin çevikliyini artırmaq üçün Y oxunun müstəqil iş parametrlərini konfiqurasiya edin.
Söndürülüb: Y oxu üçün tək proqramlaşdırma rejimi (susmaya görə ayarlama).
Yandırılıb: Y1 və Y2 parametrlərini müstəqil olaraq proqramlaşdırmaq olar.
• Maşın ID-si: Susmaya görə qiymət 1-dir və bu, faktiki avadanlıq konfiqurasiyasına uyğun olaraq tənzimlənə bilər.
Susmaya görə qiymət ayarları
Susmaya görə qiymət ayarları maşının işə salındıqdan sonra sürətlə iş rejiminə keçməsini təmin edir və təkrar əl ilə tənzimləmələri azaldır. Konfiqurasiya edilə bilən konkret parametrlər aşağıdakılardır:
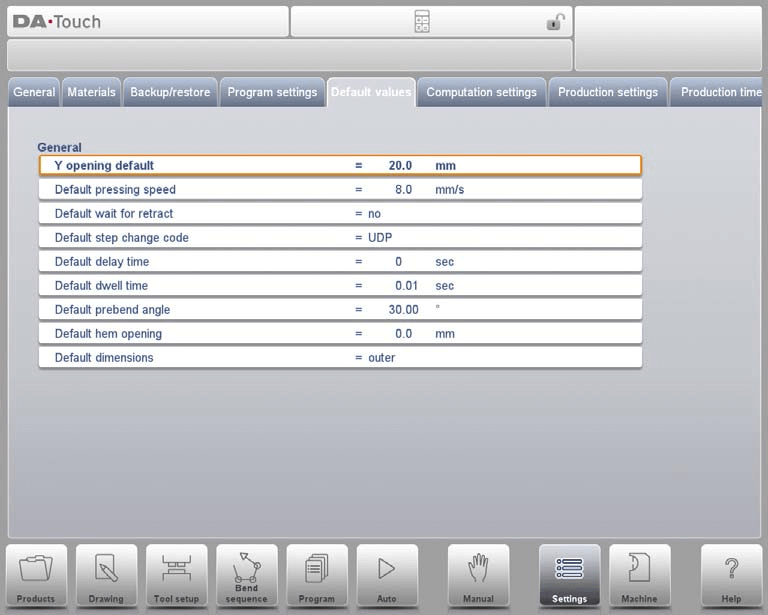
1. Y açılışı üçün susmaya görə qiymət: Proqramın başlanğıc mərhələsində Y oxu üzrə açılış ölçüsünü təyin edir.
2. Susmaya görə sıxma sürəti: Yeni proqramlar üçün başlanğıc sıxma sürətini əvvəlcədən təyin edir.
3. Susmaya görə geri çəkilmə gözləməsi: Bükülmə proqramının iş məntiqini təsir edən «Geri çəkilməni gözlə» parametrinin başlanğıc vəziyyətini konfiqurasiya edir. Susmaya görə ayar «Bəli»-dir.
4. Susmaya görə addım dəyişikliyi kodu: Bükülmə proqramında addım dəyişiklikləri üçün başlanğıc kodu təyin edir; susmaya görə «UDP» istifadə olunur.
5. İlgili gecikmə müddəti: Addım dəyişiklikləri zamanı X oxu üçün gözləmə müddətini tənzimləyin. Standart qiymət 0-dır və material emal tələblərinə uyğun olaraq uzadıla bilər.
6. İlgili dayanma müddəti: Qurğuların əyilmə prosesində başlanğıc dayanma müddətini əvvəlcədən təyin edin.
7. İlgili əvvəlcədən əyilmə bucağı: Qrafik məhsullar üçün başlanğıc əvvəlcədən əyilmə bucağını təyin edin.
8. İlgili kənar açılışı: Kənarların (hemming) emalında şüanın yerləşdirilməsi üçün başlanğıc açılış məsafəsini təyin edin. Standart qiymət 0,00 mm-dir (yəni qatların arasında boşluq yoxdur).
9. İlgili ölçülər: Qrafik məhsulun sxemindəki ölçü istinadını (xarici ölçülər və ya daxili ölçülər) əvvəlcədən təyin edin; bu, "Ölçülər (D1)" parametrinin hesablama məntiqini birbaşa təsir edir.
Yuxarıdakı ilgili parametrləri tənzimləyərək maşının işə salınma konfiqurasiyasını konkret istehsal tələblərinə uyğun şəkildə fərdiləşdirmək və operativ səmərəliliyi artırmaq mümkündür.
Hesablama ayarları
DELEM DA-66T Parametrlər Rejimində aşağıdakı parametrlər, bükülmə icazəsi ilə əlaqədar hesablama məntiqini dəyişmək üçün tənzimlənə bilər və bu da bükülmə dəqiqliyini daha da təmin edir:
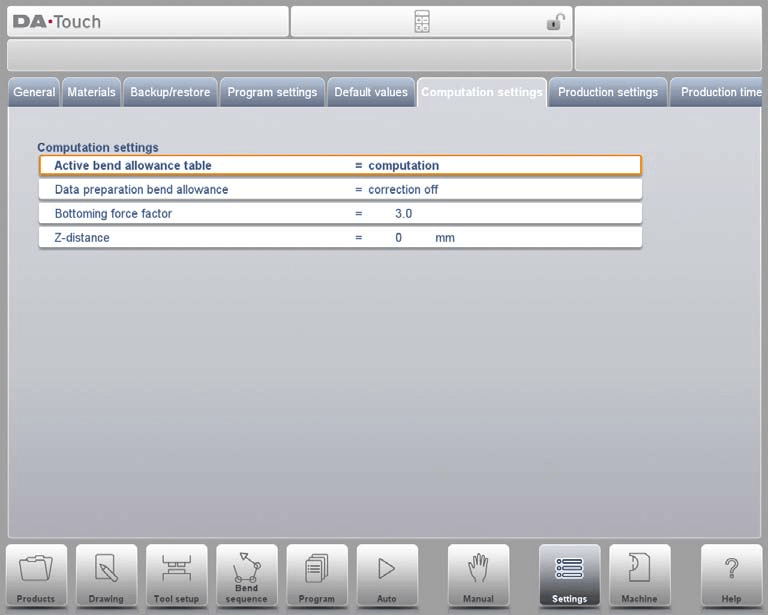
Aktiv Bükülmə İcazəsi Cədvəli
• Hesablama Rejimi: Bükülmə icazəsini avtomatik olaraq hesablamaq üçün idarəetmə sisteminin standart düsturundan istifadə edin.
• Cədvəl Rejimi: Əgər bükülmə icazəsi cədvəli artıq idxal edilibsə, əvvəlcədən təyin edilmiş qiymətlər əsasında düzəlişlər edilə bilər.
Bükülmə İcazəsi Düzəlişi
• Düzəliş Söndürülüb: Rəqəmsal proqramlaşdırmada heç bir bükülmə icazəsi əlavə edilmir.
• Düzəliş Açığı: Bükülmə icazəsi məhsul proqramlaşdırılması zamanı (Proqram Rejimində) hesablamaya daxil ediləcək. Sistem avtomatik olaraq ox düzəlişi parametrlərini hesablayacaq və saxlayacaq; bu parametrlər İstehsalat Rejimində (Avtomatik Rejimdə) göstərilə bilər və tənzimlənə bilər.
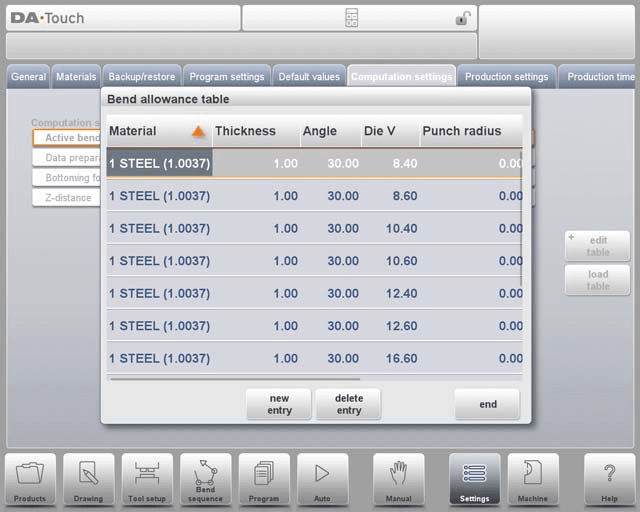
Hesablama Parametrləri interfeysində müxtəlif parametrlər cədvəl şəklində tənzimlənə bilər: hədəf sahəsini seçin, yeni dəyəri daxil edin və dəyişikliyi tamamlamaq üçün Enter düyməsini basın. Qeyd etmək lazımdır ki, cədvəl yalnız idarəetmə sisteminə yükləndikdən sonra redaktə edilə bilər və bu menyudan müvəqqəti olaraq yeni cədvəllər yaratmaq mümkün deyil.
Mövcud qırılma icazəsi cədvəlini yükləmək üçün "Cədvəli Yüklə" funksiyası vasitəsilə hədəf fayl yoluna keçid edə bilərsiniz. Qırılma icazəsi cədvəli haqqında ətraflı məlumat üçün rəsmi DELEM istifadəçi təlimatına müraciət edin.
Əsas Tənzimlənəbilən Parametrlər
1. Alt hissəyə basma qüvvəsi əmsalı: Hava ilə qırma üçün tələb olunan qüvvənin çoxaldıcı əmsalını tənzimləyin ki, hədəf alt hissəyə basma qüvvəsi əldə olunsun.
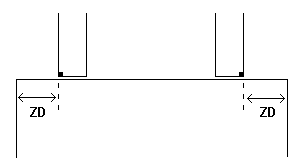
2. Z-məsafəsi: Barmağın kənarı ilə lövhənin küncü arasındakı məsafəni təyin edin. Avtomatik Z oxu ilə təchiz olunubsa, sistem lövhənin ucunun mövqeyinə uyğun olaraq barmağın yerləşdirilməsini avtomatik olaraq hesablayacaq.
İstehsal Parametrləri
DELEM DA-66T Parametrlər Rejimində operatorlar effektivlik və təhlükəsizlik balansını saxlayaraq, aşağıda göstərilən parametrləri elastik şəkildə tənzimləyə bilərlər:
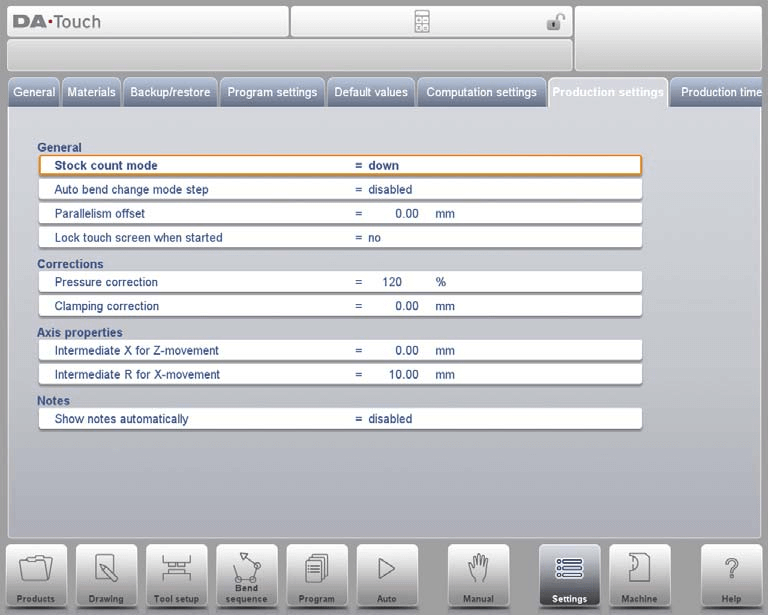
1. Material Sayğı Rejimi: Material sayğacının sayma istiqamətini (artıran və ya azaldan) konfiqurasiya edin. Azaldan sayma quraşdırılmış istehsal normasının tamamlanması üçün uyğundur, o halda artıran sayma istehsalın real vaxt rejimində izlənməsini asanlaşdırır.
2. Avtomatik Bükülmə Dəyişikliyi Rejimi – Addım: Addım Rejimi aktivləşdirildikdən sonra başlama düyməsinə basın; sistem növbəti bükülmə parametrlərini avtomatik olaraq yükləyərək davamlı işi təmin edəcəkdir.
3. Paralellik Yeriniyərməsi: Y oxu sürüşməsinin paralellik dəyərini təyin edin. Bu dəyər sıxma nöqtəsinin altındakı hissədə tətbiq olunur və Y2 parametrinə əlavə olunur ki, bükülmənin paralelliyi təmin olunsun.
4. Başlatdıqda toxunma ekranını kilidləmək: Aktivləşdirildikdə idarəetmə qurğusu işləyərkən toxunma ekranı parametrlərin yanlış əməliyyatlardan dəyişməsinin qarşısını almaq üçün kilidlənəcəkdir.
5. Təzyiqin düzəldilməsi: Təzyiq klapanının hesablanan təzyiqinin faizini tənzimləyərək dəqiq təzyiq tətbiqi üçün təminat verin.
6. Sıxma düzəldilməsi: Dəsməyin sıxma mövqeyini kalibrasiya edərək lövhənin möhkəm sabitlənməsini təmin edin. Müsbət dəyər sıxma mövqeyinin dərinləşdirilməsini, mənfi dəyər isə sıxma mövqeyinin qaldırılmasını göstərir.
7. Standart detal dayağı geri dönüş sürəti: Büküldükdən sonra detalların dayağının geri dönüş sürətini (maksimum sürətin faizi kimi ifadə olunur) təyin edin; bu yalnız maşın detalların dayağı funksiyasına malik olduqda mümkündür.
8. Detal dayağı əlavə bucağı: Dezkompressiya zamanı detal dayağı blokuna əlavə bucaq əlavə edin; bu, detalların dayağı funksiyasına malik sistemlər üçün keçərlidir.
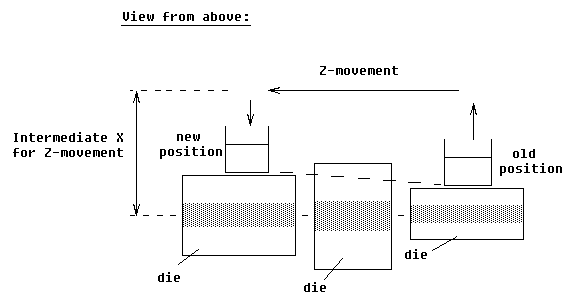
9. Z-hərəkət zamanı orta X: Formaların müxtəlif ölçüləri ilə toqquşmadan çəkinmək üçün Z-oxu hərəkəti zamanı X-oxunun təhlükəsiz mövqeyini təyin edin.
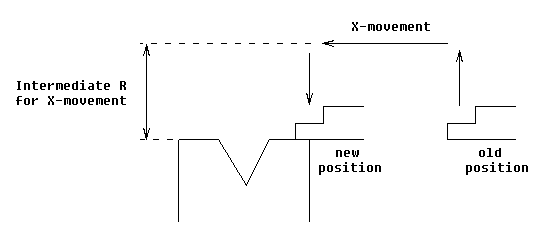
10. X-hərəkəti üçün R oxu üçün orta mövqe: Formanın təhlükəsiz zonası daxilində hərəkət etmək və toqquşmaları qarşısını almaq üçün X oxu ilə hərəkət zamanı R oxunun orta mövqeyini təyin edin.
11. Qeydləri avtomatik göstər: Avtomatik rejimdə yeni bir bükülmə addımı seçildikdə sistem avtomatik olaraq bu addım üçün qeydləri göstərir; bu da operatorun tanımını yaxşılaşdırır və əməliyyatların uyğunluğunu təmin edir.
Yuxarıdakı parametrlərin qurulması sayəsində DELEM DA-66T cihazı müəyyən istehsal ehtiyaclarına daha yaxşı uyğunlaşdırıla bilər və səmərəlilik və təhlükəsizlik sahəsində ikiqat yaxşılaşma əldə edilə bilər.
İstehsal Vaxtının Hesablanması
DELEM DA-66T Parametrlər Rejimində aşağıdakı parametrlər konfiqurasiya edilə bilər ki, bükülmə ardıcıllığının istehsal müddətinin hesablanması optimallaşdırılsın və müddət qiymətləndirməsi faktiki əməliyyat prosesinə dəqiq uyğun gəlsin:
İstehsal müddətinin hesablanması məntiqi
İstehsalat müddətinin hesablanması əsasən oxun yerləşdirilmə sürəti və məhsulun emal müddətindən asılıdır. Bunlardan oxun yerləşdirilmə sürəti maşının quraşdırmaları ilə müəyyən edilir, emal müddəti isə birbaşa məhsulun ölçüləri (xüsusilə uzunluğu və eni) ilə əlaqədardır — kiçik məhsullar daha yüksək emal səmərəliliyinə malikdirlər, oysa böyük zolaq şəkilli məhsulların çevrilmə əməliyyatı daha çox vaxt tələb edir.
Çevrilmə Müddətinin Quraşdırılması
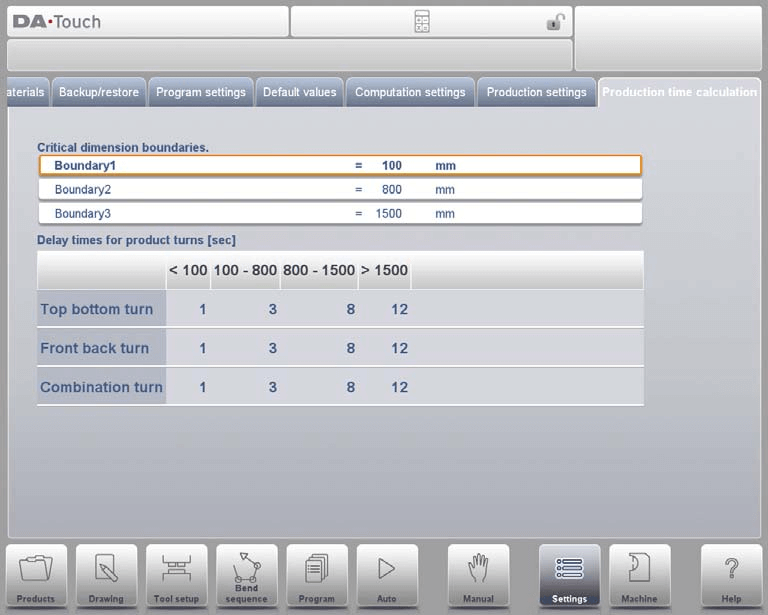
Müxtəlif ölçülü məhsulların çevrilmə müddəti cədvəl vasitəsilə (vahid: saniyə) təyin edilə bilər. Cədvəl məhsulun uzunluğunu dörd intervala bölür və hər bir interval müəyyən çevrilmə növləri üçün (yuxarı-aşağı çevrilmə, ön-arxa çevrilmə, birləşmiş çevrilmə) əvvəlcədən təyin edilmiş müddətlərə uyğun gəlir. Eyni zamanda üç uzunluq sərhəd dəyəri (Sərhəd 1, Sərhəd 2, Sərhəd 3) fərdiləşdirilə bilər ki, bu da müxtəlif ölçülü məhsullar üçün çevrilmə müddətlərinin dəqiq uyğunlaşdırılmasına imkan verər.
Bu parametrləri tənzimləyərək istehsal müddətinin hesablanması real əməliyyat senaryosuna daha çox uyğunlaşdırıla bilər və beləliklə, istehsal planının hazırlanması üçün etibarlı bir əsas təmin edilir.
Vaxt parametrləri
Dəqiq sistem vaxtının konfiqurasiyası bütün maşın əməliyyat qeydlərinin tam izlənəbilərliliyini təmin edir və onları layihə vaxt xətti ilə eyni vaxtda saxlayır. Xüsusi konfiqurasiya edilə bilən seçimlər aşağıdakı kimidir:
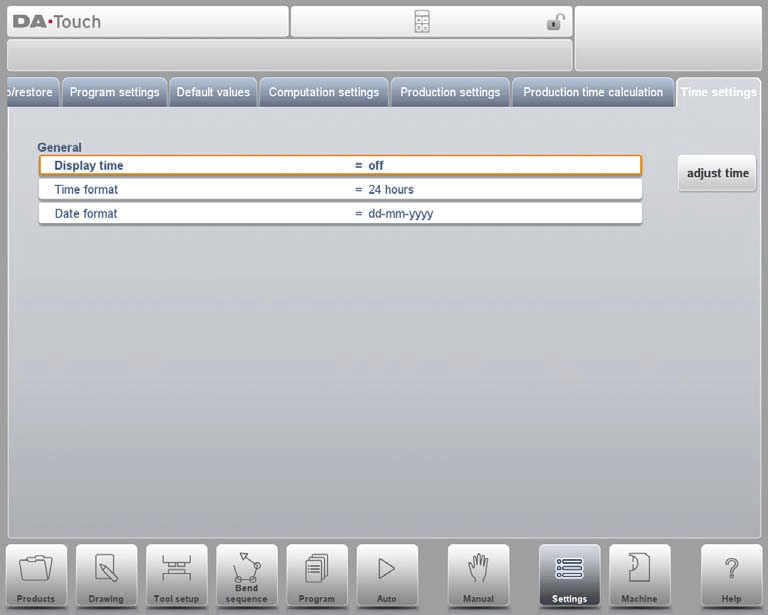
• Vaxt göstərilməsi: Başlıq panelində vaxtın göstərilmə formasını seçin (tarix və vaxtın göstərilməsi, yalnız vaxtın göstərilməsi, vaxtın göstərilməməsi).
• Vaxt formatı: Vaxtın göstərilmə formatını seçin (24-saatlıq format və ya 12-saatlıq format).
• Tarix formatı: Tarixin göstərilmə formatını seçin (gg-aa-iiii, aa-gg-iiii və ya iiii-aa-gg).
• Vaxtın tənzimlənməsi: Sistem tarixini və vaxtını əl ilə dəyişdirin. Bu əməliyyat Windows əməliyyat sisteminin tarixini və vaxtını da eyni zamanda yeniləyəcəkdir.
Tez-tez verilən suallar (TTVS)
DELEM DA-66T Parametrlər Rejimində parametrlərin tənzimlənməsi maşının təhlükəsizliyini təsir edə bilərmi?
Bəli. Təhlükəsizlik hadisələrinin qeyri-korrekt parametr tənzimləmələrindən yaranmasını və maşının həmişə təhlükəsiz iş rejimində qalmasını təmin etmək üçün bütün parametr tənzimləmələri mütləq təhlükəsizlik standartlarına və istehsalçının təlimatlarına uyğun olmalıdır.
Pres-büküm maşınını dəqiq kalibre etməyin ən yaxşı üsulu nədir?
Pres-büküm maşınını dəqiq kalibre etmək üçün əvvəlcə maşının üfüqi vəziyyətdə yerləşdirildiyinə əmin olun; sonra rəqəmsal ölçü cihazından istifadə edərək büküm kalıbının bucağını ölçün və onu istehsalçının təqdim etdiyi kalibrasiya standartlarına uyğun olaraq tənzimləyin.
Pres-büküm maşınına neçə dəfə texniki xidmət göstərilməlidir?
Texniki xidmət maşının 500 saatlıq iş rejimi sonrası hər dəfə aparılmalıdır; bu, əsas komponentlərin vəziyyətinin yoxlanılması, maşının səthinin təmizlənməsi və hərəkət edən hissələrin yağlanması daxil olmaqla, qaydada olan texniki xidməti əhatə edir.
Nəticə
Xülasə olaraq, DELEM DA-66T Parametrlər Rejiminin işlətmə və parametr tənzimləmələrini səmərəli mənimsəmək, pres-büküm maşınının işləmə səmərəliliyini optimallaşdırmağın əsasını təşkil edir. Ox parametrləri, alət parametrləri və təhlükəsizlik protokolları kimi əsas tənzimləmələrin məqsədəuyğun şəkildə konfiqurasiya edilməsi ilə yanaşı, bükülmə dəqiqliyi və istehsalat səmərəliliyi təmin edilir, həmçinin avadanlığın xidmət müddəti də effektiv şəkildə uzadılır.
DELEM DA-66T-nin performans potensialını tamamilə açmaq üçün konkret istehsalat ehtiyaclarına uyğun olaraq müvafiq tənzimləmələri dövri olaraq nəzərdən keçirmək və yeniləmək tövsiyə olunur. İş zamanı hər hansı bir sualınız yaranarsa və ya əlavə kömək tələb edirsinizsə, zəhmət olmasa texniki komandamıza müraciət edin. Bundan əlavə, avadanlığın optimallaşdırılması ilə bağlı daha çox praktik bacarıqlar əldə etmək üçün digər texniki sənədlərimizə müraciət edə bilərsiniz.

