















































ESA S875 Qilınca Əmsalının Tənzimlənməsi Üçün İşlətmə Təlimatı
Pres-brakda bükülmə parametrlərini tənzimləyərkən ESA S875 Qıvrılma Əmsalı dəqiq bucaq nəticələri əldə etmək və materialın sabit davranışını təmin etmək üçün mühüm rol oynayır. Bu əmsalı necə dəyişdirmək və ya onun qıvrılma və sikkə basma əməliyyatlarına necə təsir etdiyini bilmirsinizsə, bu təlimat onu aydın şəkildə izah edəcək. ESA S875 Qıvrılma Əmsalını necə düzgün tənzimləmək, onun qiymətini təsirləyən amillər nələrdir və düzgün kalibrasiya bükülmə dəqiqliyini və istehsal sabitliyini necə yaxşılaşdıra bilər — bunların hamısı bu təlimatda izah olunacaq.
ESA S875 Qıvrılma Əmsalını Harada Tənzimləmək
ESA S875 Qıvrılma əmsalını tənzimləmək üçün idarəetmə sistemi daxilində xüsusi Düzəliş Əmsalları maskasına daxil olmalısınız. Bu maska iki maşın səviyyəli parametrini ehtiva edir:
Qıvrılma əmsalı
Sikkə vurma əmsalı
Qıvrılma əmsalı xüsusi olaraq qıvrılma tipli əyilmələr üçün alt ölü nöqtə mövqeyinə verilən kompensasiyanı necə idarə etdiyini müəyyən edir.
Parametrləri daxil etmək üçün:
1. Düzəlişlər maskasını açın
2. [Düzəliş əmsalı] funksiyası düyməsinə basın
3. Düzəliş Əmsalları maskası görünəcək
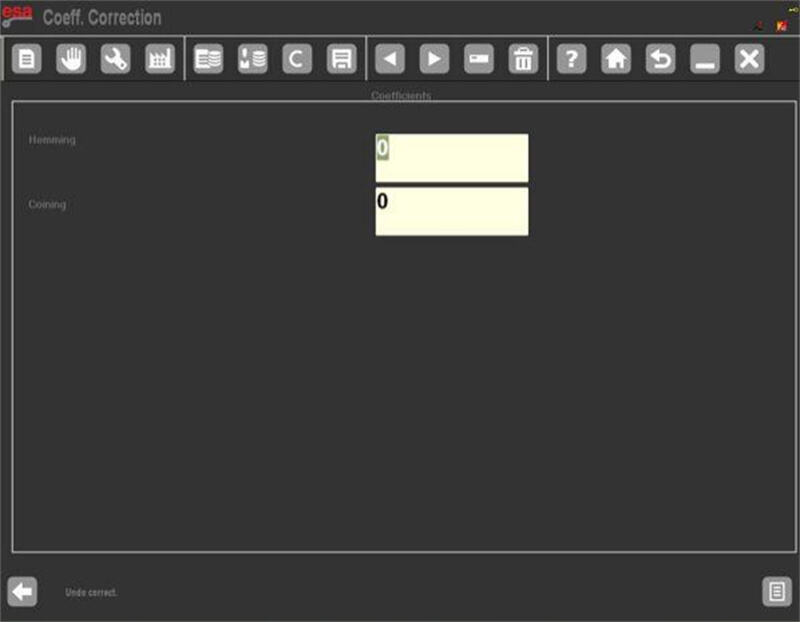
Bu, Qıvrılma əmsalının dəyişdirilə biləcəyi yeganə yerdir. Dəyəri tənzimlədikdən sonra yeni Qıvrılma əmsalının sistem hesablamalarında tamamilə tətbiq olunması üçün NC-ni yenidən başlatmaq lazımdır.
Qıvrılma əmsalının P.M.I.-ə təsiri
ESA S875 Qıvrılma əmsalı birbaşa qıvrılma əmsalı və ya pulqabənzər tipli qıvrılmalar üçün P.M.I. (Alt Ölü Nöqtə mövqeyi) hesablanmasına təsir edir.
Qıvrılma və pulqabənzər əməliyyatlarda, havada qıvrılmalara nisbətən, çubuq materiala daha dərin daxil olur. Buna görə də dəqiq alt mövqe kritik əhəmiyyət daşıyır. Qıvrılma əmsalı düzəldildikdə:
Daxil edilən dəyər hesablanan P.M.I.-yə cəbri şəkildə əlavə olunur.
Bu kompensasiya bütün qıvrılma/pulqabənzər qıvrılmalarına tətbiq olunur
Bu dəyişiklik maşının davranışını ümumi şəkildə təsir edir
Əgər Qıvrılma əmsalı artırılırsa, sistem uyğun şəkildə daxil olma məntiqini dəyişdirir. Əgər azaldılırsa, alt ölü nöqtəsi hesablaması əks istiqamətdə dəyişir. Bu cəbri düzəliş mexaniki daxil olma dərinliyinin real istehsal şəraitini əks etdirməsini təmin edir.
Çünki qıvrılma zamanı material kalıp boşluğuna qarşı sıxılır, beləliklə, Qıvrılma əmsalındakı kiçik dəyişikliklər aşağıdakılara təsir edə bilər:
Son qıvrılma bucağı
Materialın sıxılma tutarlılığı
Səth işarələri
Partiyalar üzrə təkrarlanma qabiliyyəti
Klinçing əmsalının düzgün qurulması pres-brekidin artıq dərinlikdən çox keçmədən doğru forma verme dərinliyinə çatmasını təmin edir.
Klinçing əmsalını nə vaxt tənzimləmək lazımdır
ESA S875 Klinçing əmsalının tənzimlənməsi adətən aşağıdakı hallarda tələb olunur:
Klinçing zamanı sistemli şəkildə artıq sıxma
Materialın kifayət qədər sıxılmaması
Klinçing rejiminə xas bucaq meylləri
Texniki xidmətdən sonra maşının yenidən kalibrasiyası
Dərələnmə dərinliyini təsir edən alətlərin dəyişdirilməsi
Əgər klinçinq qıvrımları düzgün proqram məlumatlarına baxmayaraq ardıcıl olaraq çox sıx və ya çox açıq olarsa, ayrı-ayrı qıvrım parametrlərini dəyişdirməzdən əvvəl Klinçinq Əmsalının nəzərdən keçirilməsi tövsiyə olunur.
ESA S875 Klinçinq Əmsalının proqrama xas olmadığını başa düşmək vacibdir. Bu, maşın səviyyəsində bir parametrdır; yəni bir dəfə tənzimləndikdən sonra bu maşında icra edilən bütün klinçinq/koyninq qıvrımlarını təsir edir.
Klinçinq Əmsalının saxlanması və idarə edilməsi
ESA S875 Klinçinq Əmsalı Düzəldici Əmsallar maskası tərk edildikdə avtomatik olaraq saxlanılır. Lakin:
Bu, ayrı-ayrı iş proqramlarında saxlanılmır
Bu, idarəetmə sistemi ilə daimi şəkildə əlaqəli qalır
Bu, gələcəkdə aparılacaq bütün klinçinq əməliyyatlarını təsir edir
Klinçinq Əmsalı tənzimləndikdən sonra yeni qiymətin qüvvəyə minməsi üçün NC-nin yenidən başlatılması tələb olunur.
Əgər dəyişiklik gözlənilən nəticəni vermirsə, maskanın daxilində [Doğrultmağı İgnor et.] düyməsinə basın. Bu, Çıxıntı Əmsalını əvvəllər aktiv olan qiymətə bərpa edir.
Çıxıntı Əmsalı alt ölü nöqtə hesablamasını ümumi şəkildə təsir etdiyinə görə, tənzimləmələr diqqətlə və qismən aparılmalıdır.
Çıxıntı Əmsalının tənzimlənməsi üzrə Ən Yaxşı Təcrübələr
ESA S875 Çıxıntı Əmsalını tənzimləyərkən sabit iş performansını təmin etmək üçün:
Kiçik, qismən dəyişikliklər edin
Seriyalı istehsaldan əvvəl nümunə material üzərində sınaq keçirin
Gerçək bucaq və sıxılma nəticələrini yoxlayın
Hər bir dəyişiklikdən sonra NC-nin yenidən başladığını təsdiqləyin
Tez-tez böyük tənzimləmələrdən çəkinin
ESA S875 Çıxıntı Əmsalı əsas bucaq düzəltmə aləti kimi deyil, daha çox dəqiq kalibrasiya parametri kimi istifadə olunmalıdır. Proqram səviyyəsində düzəlişlər maşın səviyyəsində əmsalı dəyişdirilməzdən əvvəl həmişə yoxlanılmalıdır.
Doğru qurulduqda ESA S875 Qıvrılma Əmsalı aşağıdakıları yaxşılaşdırır:
Dərindən keçmə dəqiqliyi
Bucaq sabitliyi
Istehsal sabitliyi
Uzunmüddətli maşın etibarlılığı
ESA S875 Qıvrılma Əmsalını diqqətlə başa düşüb tənzimləyərək operatorlar qıvrılma və sikkə basma əməliyyatları zamanı alt ölü nöqtənin yerləşdirilməsini dəqiq idarə edə bilərlər. Düzgün kalibrasiya formalaşdırma təzyiqi, materialın sıxılması və bucaq dəqiqliyinin müxtəlif materiallar və istehsal partiyaları üzrə sabit qalmasını təmin edir ki, bu da qıvrılma performansının yaxşılaşmasına və düzəltmə dövrlərinin azalmasına gətirib çıxarır.
Nəticə
ESA S875 Qıvrılma Əmsalı qıvrılma və sikkə basma əməliyyatları zamanı alt ölü nöqtənin yerləşdirilməsini idarə etməkdə mühüm rol oynayır. Hesablanan P.M.I.-ni cəbri şəkildə tənzimləyərək Qıvrılma Əmsalı dəqiq çubuq penetrasiyasını, sabit material sıxılmasını və eyni bucaq nəticələrini təmin edir.
Çıxma əmsalı maşın səviyyəsində bir parametr olduğu üçün hər hansı bir dəyişiklik çıxma və pullu qatlama əməliyyatlarını təsir edir. Buna görə də tənzimləmələr diqqətlə, addım-addım aparılmalı və sistem yenidən başladılmalıdır.
Doğru konfiqurasiya edildikdə ESA S875 Çıxma əmsalı qatlama dəqiqliyini yaxşılaşdırır, təkrarlanma xüsusiyyətini artırır və müxtəlif materiallar və alətlər şəraitində uzunmüddətli istehsal sabitliyini təmin edir.

