















































Sıxma qırışlarında səmərəliliyi artırmaq üçün DELEM DA-66T proqramlaşdırmasından yararlanma
Pres frenləri ilə əməliyyatlarınızın səmərəliliyini artırmaq baxımından, DELEM DA-66T məhsul proqramlaşdırmasını başa düşmək vacibdir. Bu sistem yalnız iş axınınızı asanlaşdırır, həm də bükülmələrdə dəqiqliyi və quraşdırma müddətinin azalmasını təmin edir. DELEM DA-66T alət konfiqurasiyasını tamamilə inteqrasiya edərək məhsuldarlığı artırmaq və çıxış keyfiyyətini yaxşılaşdırmaq mümkündür.
Bu bələdçidə sizə DELEM DA-66T məhsul proqramlaşdırmasının metal emal proseslərinizdə səmərəliliyi necə əhəmiyyətli dərəcədə artıracağını göstərəcəyəm. Əsas mövzulardan başlayaraq xüsusi büküm parametrlərinə və funksiyalarına dək, bu irəlli idarəetmə sisteminin tam imkanlarından necə istifadə edəcəyinizi öyrənəcəksiniz.
Məhsul Proqramlaşdırmasına Başlamaq
DELEM DA-66T məhsulunun proqramlaşdırılmasına başlamaq üçün onun funksiyaları və parametrləri ilə tanış olmaq vacibdir. Proqram interfeysi istifadəyə rahat, asan naviqasiya və quraşdırma imkanı verəcək şəkildə hazırlanmışdır.

Rəqəmsal proqram yaratmaq və ya dəyişdirmək üçün Məhsullar rejimindən yeni proqram başladın və ya birbaşa Proqram bölməsinə keçmək üçün Proqram seçin.
Mövcud CNC proqramını redaktə etmək üçün Məhsullar baxışında bir məhsul seçin və naviqasiya düyməsini Proqram seçin. Yeni proqram başladarkən Yeni Proqram seçin və əsas məhsul xüsusiyyətlərini daxil etdikdən sonra sistem avtomatik olaraq Proqrama keçəcək.
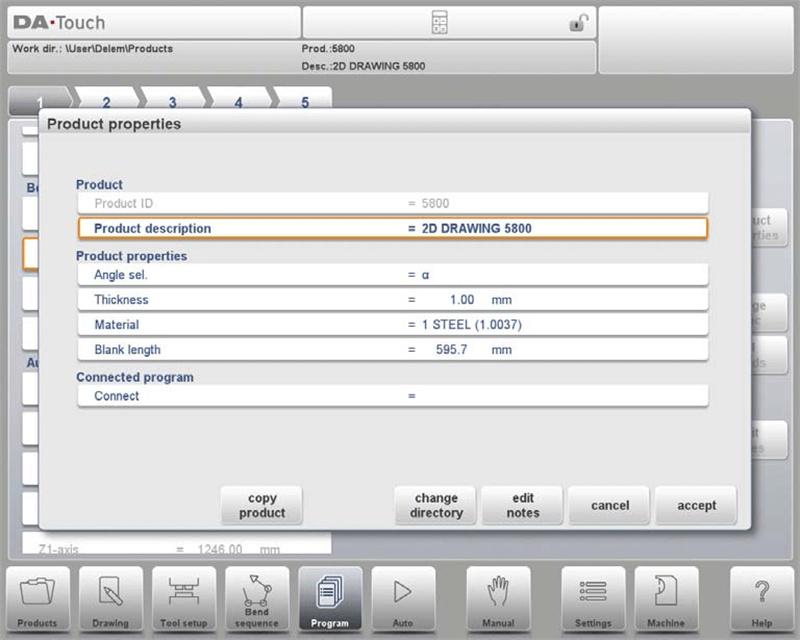
Əsas məhsul xüsusiyyətlərini dəyişdirmək üçün Məhsul Xüsusiyyətləri düyməsinə toxunun. Bu proqram parametrləri proqramın hər bir bükülməsi üçün eynidir (proqramın əsas məlumatları).
Əsas funksiyalara baxmaqla başlayın: materialın yüklənməsi, kalıbın seçilməsi və lazım olan spesifikasiyaların daxil edilməsi. Materialın qalınlığı, iş parçasının uzunluğu və avadanlıq tənzimləmə parametrləri kimi hər bir parametr dəqiq məhsul yaratmaq üçün vacibdir.
Parametrin izahı:
Məhsul İD-si: Hər bir proqram üçün 25 simvola qədər olan hərflərdən və rəqəmlərdən ibarət unikal identifikator təyin edin.
Məhsul Təsviri: Proqram üçün təsviredici ad və ya nömrə daxil edin, bu da maksimum 25 simvol olub, hərflər və rəqəmlər daxil edilə bilər.
Bucaq Seçimi: İki Y-oxu proqramlaşdırma rejimi arasında seçim edin:
0 = Qurğunu üçün mütləq mövqe.
1 = α, burada bucaq göstərilir və Y-oxu mövqeyi hesablanır.
Qalınlıq: Vərəqin qalınlığı.
Material Seçimi: Əyilmə dərinliklərini hesablamaq üçün 6 öncədən təyin edilmiş və ya 99 proqramlaşdırıla bilən materialdan birini seçin. Materialları Parametrlər bölməsindəki Materiallar səhifəsində tənzimləyin.
Boşluğun Uzunluğu: Məhsul üçün lazım olan orijinal vərəq uzunluğunu təyin edin, 2D çertyoja əsaslanırsa hesablanır.
Proqramları birləşdirin: Bir neçə addımdan ibarət 3D məhsullar yaratmaq üçün proqramları əlaqələndirin.
Əsas ekran mövcud qırılmaları göstərir və bu əsas ekrandan hər bir mövcud qırılma üçün xüsusi parametrləri görüntüləmək və redaktə etmək olar.
Ekranın yuxarısındakı qırılma seçicisi DELEM DA-66T Məhsul Proqramlaşdırmasında qırılmalar arasında keçid etmək üçün istifadə edilə bilər. Göstərilən qırılmalar, istənilən qırılma məlumatlarını asanlıqla seçmək üçün toxunula bilər.
Məhsulun bütün qırılmalar üçün təsirli olan xüsusiyyətlərinin göstərildiyi və redaktə oluna bildiyi yeni pəncərəni açır.
Ölçü funksiyaları: Oxların barmaq mövqelərinə nisbətən mövqelərinin proqramlaşdırıla biləcəyi pəncərəni açır.
Bütün qırılmalar: Bütün qırılmaların cədvəldə göstərildiyi yeni pəncərəni açır.
Qeydləri redaktə edin: Cari məhsulla bağlı qeydləri görüntüləməyə və redaktə etməyə imkan verən pəncərəni açır.
Bu strukturlaşdırılmış yanaşma sənaye şəraitində operativ iş axınlarının optimallaşdırılmasına, dəqiqliyin artırılmasına və məhsuldarlığın yüksəldilməsinə kömək edir.
Bu xüsusiyyətlərlə tanış olmaq, sizə düzgün başlamağınıza və səmərəli məhsul proqramlaşdırmasının üstünlüklərindən yararlanmanıza kömək edir.
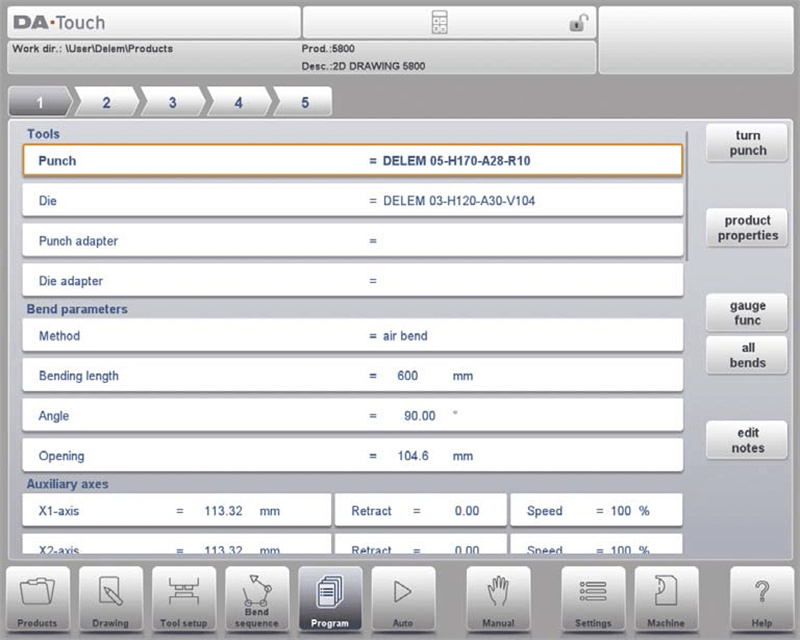
Əyilmə parametrlərinin izahı
DELEM DA-66T dəqiq əməliyyatlarda vacib olan bir sıra əyilmə parametrlərini özündə birləşdirir. Məhsulun İD-si və təsviri ekranın yuxarı sətirində göstərilir.
Materialın növünü və qalınlığını nəzərə alaraq doğru alətləri seçməklə işə başlayacaqsınız.
Puç Seçimi: DELEM DA-66T Məhsul Proqramlaşdırmasında puçun adı (İD) vacib rol oynayır. Alətlərin idarə edilməsini asanlaşdırmaq üçün onu redaktə etmək və ya kitabxanadan seçmək üçün toxunun.
Kalıp Seçimi: Kalıbı kitabxanadan seçmək və ya dəyişdirmək üçün asanlıqla toxunun.
Puç Adaptoru: Kitabxanadan puç adaptorunu seçin və proqramlaşdırın. DELEM DA-66T Məhsul Proqramlaşdırması, adaptordan səmərəli istifadə üçün Maşın rejimi parametrlərindən asılıdır.
Kalıp Adaptoru: Eyni şəkildə, optimal işləmə üçün Maşın rejimi parametrlərindən asılı olaraq DELEM DA-66T Məhsul Proqramlaşdırması vasitəsilə kalıp adaptoru seçin.
Alət Proqramlaşdırılması: Alət İD-lərini səmərəli proqramlaşdırın və ya alət seçimləri üçün kitabxanaya baxın. Alətin istiqamətini tənzimləmək üçün ' Turn Punch ' və ya ' Turn Die ' istifadə edin.
Əyilmə bucağı, radiusu və qanad uzunluğu kimi əyilmə parametrləri istənilən nəticəyə əsasən tənzimlənir.
Qırış Parametrləri
Metod
Tələb olunan əyilmə üsulunu seçin. Nəzarət 5 üsulu dəstəkləyir:
• hava əyilmə
• botma
• kənar qatlama
• kənar qatlaması & dibinə oturtma
• emal
Aşağıdakılar ətraflı xüsusiyyətlərdir:
Hava Qurması:
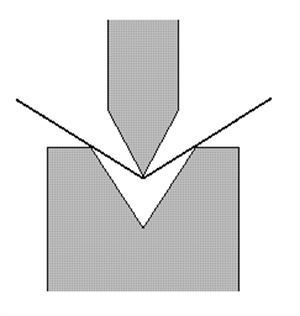
DELEM DA-66T Məhsul Proqramlaşdırılması, zımbanı lazım olan dərinliyə çatdırmaqla proqramlaşdırılmış bucağı əldə etmək üçün tələb olunan Y-ox mövqeyini səmərəli şəkildə hesablayır.
Dibinə oturtma:
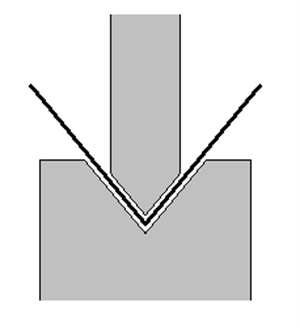
DELEM DA-66T Məhsul Proqramlaşdırmasında, vərəq zımba ilə kalıp arasında sıxılaraq əyilir və dəqiq əyilmə üçün kalıbın dibini lazım olan Y-ox mövqeyi kimi nəzərdə tutur.
Kənar qatlaması:
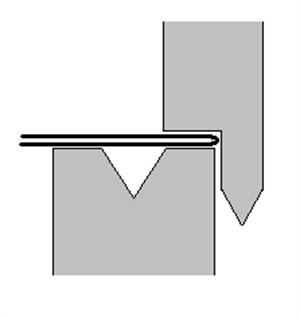
DELEM DA-66T Məhsul Proqramlaşdırması ilə vərəq əvvəlcədən iti bucaq altında əyildikdən sonra iki dəfə qatlanır. Sistem ‘kənar açılışı’ proqramlaşdırılmasını tənzimləmək üçün istifadə edərək, Y-ox mövqeyini kalıp səthi ilə vərəq qalınlığının iki qatını toplamaqla dəqiq hesablayır.
Kənar qatlaması & dibinə oturtma:
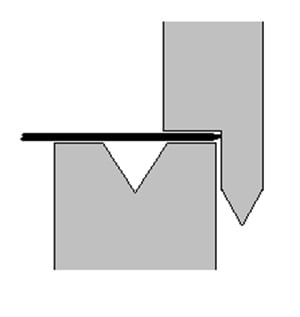
Kəsməyə bənzər şəkildə, lakin DELEM DA-66T Məhsul Proqramlaşdırması matrisin yuxarı hissəsini Y oxu mövqeyi kimi qəbul edir və bu da dəzgah ilə matris arasında dəqiq qatlanma və sıxılma təmin edir.
Emal: DELEM DA-66T Məhsul Proqramlaşdırması Y oxunu sabit saxlayaraq əyilməyən addımların yerinə yetirilməsini asanlaşdırır və geri dayaqlı oxların proqramlaşdırılmış qiymətlərə uyğun mövqeyə gəlməsinə imkan verir. Məhsulun emal səmərəliliyi üçün xarici addım dəyişikliyi (C-giriş) tələb olunur.
Qeyd 1: Kərpic əyilmələri burada xüsusi kərpic dəzgahı ilə göstərilib, lakin bu mütləq deyil.
Qeyd 2: Alt təzyiq əməliyyatı seçildiyi zaman Y oxu sinisinin əyilmə sonu mövqeyi iş gücündən asılıdır. Əgər güclü Y oxunun hesablanmış əyilmə sonu mövqeyinə çatması üçün kifayət qədərdirsə, sininin kursu mövqe qiyməti ilə məhdudlaşacaq.
Əyilmə uzunluğu: Alətlər arasındakı lövhənin uzunluğu.
Buğulama bucağı: Bu buğulamanın tələb olunan bucağı. Bu parametr yalnız 'Bucaq seç.' parametri ilə bucaq proqramlaşdırılması seçilmiş və buğulama üsulu hava buğulaması olduqda görünür.
Kənar Açılışı: DELEM DA-66T Məhsul Proqramlaşdırması, kənar buğulama buğlamaları üçün kiriş mövqeyini qanadlar arasındakı açılış məsafəsinə əsasən hesablayır.
Buğulama Mövqeyi: Mütləq proqramlaşdırma istifadə edildikdə və ya dibinmə/kənar buğulama üsulları aktiv olduqda bir buğulama üçün lazım olan Y oxu mövqeyi meydana çıxır.
Açılış: Bu parametr buğulamadan sonra kalıp və matris arasındakı boşluğu müəyyənləşdirir. DELEM DA-66T Məhsul Proqramlaşdırmasında müsbət dəyər 'Səssiz'dən yuxarı, mənfi dəyər isə aşağı boşluğu göstərir.
Köməkçi Ox: DELEM DA-66T Məhsul Proqramlaşdırması mənfi X oxu dəyərlərini nisbi kimi izah edir və onları cari mövqedən çıxarır ki, bu da əməliyyatların ardıcıllığı üçün faydalıdır.
Geri Çekilmə: Seçilmiş oxun cari buğulamadakı geri çəkilmə məsafəsi, kirişin lövhəni sıxdığı zaman başlayır və idarəetmə vaxtını optimallaşdırır.
Ox Üzrə Sürətlər: DELEM DA-66T Məhsul Proqramlaşdırmasında sürətlər maksimumun faizi kimi təyin edilə bilər ki, bu da istehsal prosesləri üzərində dəqiq nəzarət etməyə imkan verir. DELEM DA-66T Məhsul Proqramlaşdırmasının bu xüsusiyyətlərini anlayaraq və onlardan istifadə edərək istehsalçılar əhəmiyyətli dərəcədə səmərəliliyi və məhsuldarlığı artırırlar.
Qeydləri redaktə et
Hər bir iş üçün xüsusi ətraflı təlimatlar verməyə imkan verən qeydləri redaktə etmə funksiyası gələcək istinad üçün qiymətli ola bilər.
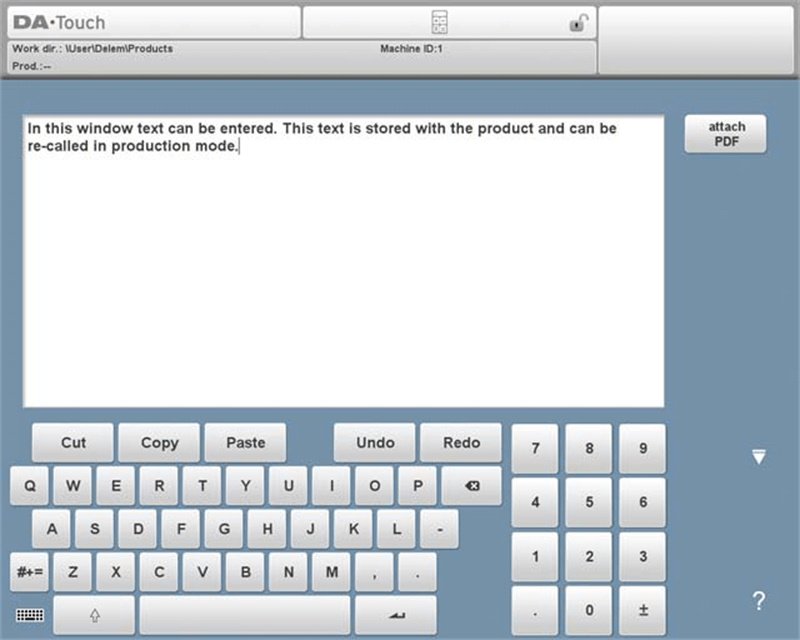
Qeydə PDF fayl əlavə etmək üçün PDF Əlavə Et düyməsinə toxunun. Kataloq brauzeri vasitəsilə PDF faylı seçilib məhsul faylına daxil edilə bilər.
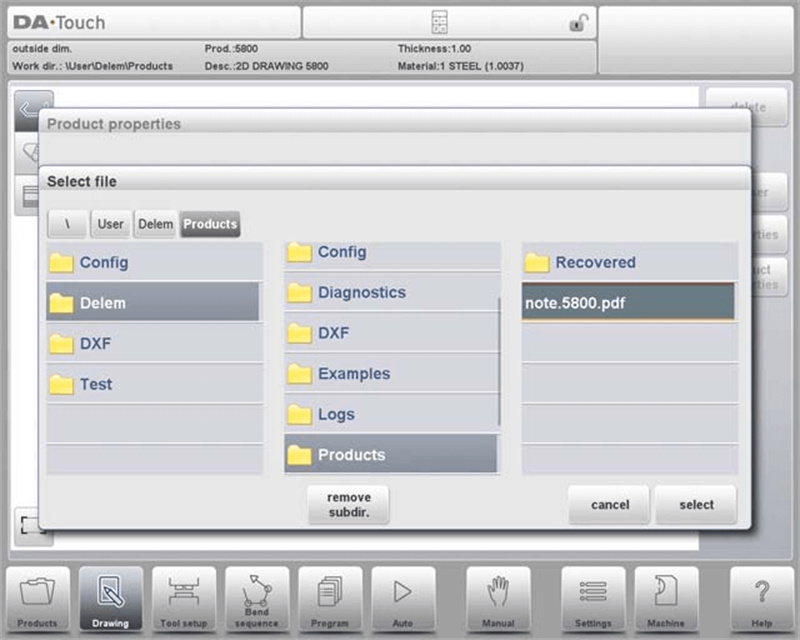
Əgər yalnız mətn qeydi olmadan PDF faylı əlavə edilsə, avtomatik rejimdə istifadəçi Qeydlər göstəricisinə basdıqda PDF dərhal göstəriləcək.
Ölçü funksiyası
Əlavə olaraq, ölçü funksiyası materialın düzgün yerləşdirilməsinə kömək edir və təkrarlanan əməliyyatlarda ardıcıl dəqiqliyin təmin edilməsini təmin edir.
DELEM DA-66T Məhsul Proqramlaşdırmasında 'Gauge Func' hər bir bükülmə üçün lazım olan barmaq mövqelərini proqramlaşdırmaq üçün arxa dayaqların parametrlərini idarə etməyə imkan verən pəncərəni açır.
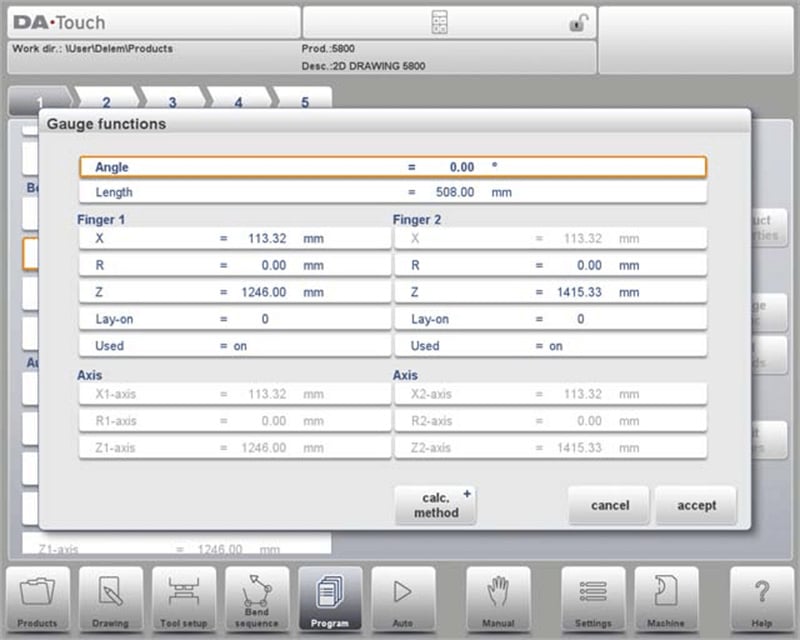
Bucaq: Dəqiqliklə bucaq mövqeyləndirməsi üçün arxa dayaq barmaqlarının bucağını təyin edir.
Uzunluq: Arxa dayağın yerləşdirilməsi üçün məhsulun yan tərəfinin uzunluğunu müəyyənləşdirir, xüsusilə Z-istiqamətinə görə.
X: X-istiqamətində barmaqların əl ilə tənzimlənə bilən mövqeyi lövhənin yerləşdirilməsi üçün.
R: R-istiqamətində əl ilə tənzimlənə bilən mövqe, mövqeləşdirmə üzərində daha dəqiq nəzarət imkanı yaradır.
Z: Z-istiqamətində tənzimləmələr barmaqların optimallaşdırılmış mövqeləşdirilməsinə imkan verir.
Lay-on: DELEM DA-66T Məhsul Proqramlaşdırması istifadə edərək çoxsaylı barmaq mövqelərinin proqramlaşdırılmasına imkan verir, ox mövqelərini təsir edir, lakin dayaq mövqeləşdirməsini saxlayır.
Lay-on = 0: dayaq olmadan (standart)
Lay-on = 1: birinci səviyyədə dayaq
Lay-on = 2: ikinci səviyyədə dayaq
Üçüncü səviyyədə yerləşdirmə = 3
İstifadə parametri: DELEM DA-66T Məhsul Proqramlaşdırması daxilində dayanma funksionallığı; istifadə olunmadığı zaman barmaqları Z mövqeyinə əsasən dayandırır. İki barmaqdan çox olduğu hallarda tətbiq olunur.
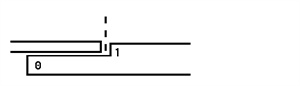
Dəyişikliklərin təsiri: 'Yerləşdirmə' parametrinin tənzimlənməsi X və R oxları mövqelərini təsir edir, lakin kalibr mövqelərini sabit saxlayır və beləliklə DELEM DA-66T Məhsul Proqramlaşdırması prosesini asanlaşdırır.
Yerləşdirmə = 0
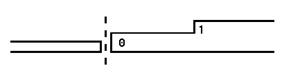
Yerləşdirmə = 1
Əyilmə funksiyalarını araşdırmaq
Əyilmə funksiyaları DELEM DA-66T məhsul proqramlaşdırmasının optimallaşdırılmasında vacib rol oynayır. Yardımçı funksiyalar quraşdırma dəyişiklikləri üçün avtomatik tənzimləmə həyata keşirir və bu da əlavə əməliyyatların sayını azaldır.
1. Səssiz nöqtənin təyini:
Məqsəd: Y oxunu sürətli bağlanmadan sıxma sürətinə keçid etmək.
Detallar: Səssiz nöqtənin lövhənin üzərindəki məsafəsini proqramlaşdırın. Səssizlik üçün standart dəyər proqramlaşdırılmış kalibrdən götürülür.
Qeyd: Mövcudluq maşın tənzimləmələrindən asılıdır.
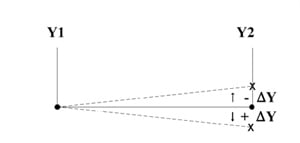
2. Paralellik: Sol və sağ tərəf silindri (Y1 və Y2) arasındakı fərq. Müsbət olduqda, sağ tərəf aşağıdadır. Mənfi olduqda, sağ tərəf yuxarıdadır. Proqramlaşdırılmış dəyər sıxma nöqtəsinin altında aktivdir.
3. Təkrar:
0 = buğlama ötürülür.
1-dən 99-a qədər = bu buğlamanın təkrarlanacağı dəfə sayı.
4. Geri Çəkilmə Konfiqurasiyasını Gözlə
Məqsəd: Geri çəkilmə zamanı Y oxunun gözləməsini idarə etmək.
Seçimlər:
Xeyr: Y oxu sıxma nöqtəsindən keçərkən dayanmadan geri çəkilmə başlayır.
Bəli: Y oxu geri çəkilmə tamamlanana qədər sıxma nöqtəsində dayanır.
5. Addım Dəyişdirmə Kodu:
Məqsəd: Növbəti büküm parametrlərinin nə vaxt aktivləşdiyini təyin etmək.
Tənzimləmələr:
0 – ER: Dekompressiyanın sonunda dəyişdirin.
1 – SƏSSİZ: Açılan zaman səssiz vəziyyətdə dəyişdirin.
2 – UDP: Yuxarı ölü nöqtədə dəyişdirin.
3 – UDP STOP: Oxun hərəkəti olmadan yuxarı ölü nöqtədə dəyişdirin.
4 – XARİCİ: C-giriş aktiv olduqda dəyişdirin; lövhə və ya geri çəkmə hərəkəti yoxdur.
5 – UDP XARİCİ: C-giriş ilə yuxarı ölü nöqtədə dəyişdirin, lövhə və geri çəkmə hərəkətinə icazə verin.
6. Gecikmə müddəti: Addım dəyişikliyindən əvvəl proqramlaşdırıla bilən gecikmə müddəti (0-30san).
7. Güc: Sıxılma zamanı maksimum tənzimlənmiş güc (avtomatik hesablanır).
8. Dayanma müddəti: Matris nöqtəsində пуансонun saxlama müddəti.
9. Dekompressiya: İş təzyiqini azaltmaq üçün büküldükdən sonra dekompresiya kursu.
10. Sıxılma və Dekompressiya Sürəti:
Sıxılma Sürəti: Varsayılan tənzimləmələrdən başlayaraq iş sürəti.
Dekompressiya Sürəti: Dekompressiya zamanı proqramlaşdırılmış sürət.
11. Detalın Dəstəyinin Qayıtma Sürəti:
Məqsəd: Qurğusundan sonra detal dəstəyinin qayıtma sürətini təyin etmək.
Qeyd: Detal dəstəyi sistemi ilə istifadə mümkündür.
Əyilmə parametrləri – Bütün Əyilmələr
Əsas aspektlərdən biri istehsal zamanı bircinsliyi və minimal səhv həddini təmin etmək üçün bütün əyilmələr üzrə əyilmə parametrlərinin proqramlaşdırılmasıdır. Bu xüsusiyyət yalnız material israfını azaldır, həm də ümumi əyilmə prosesini sürətləndirir.
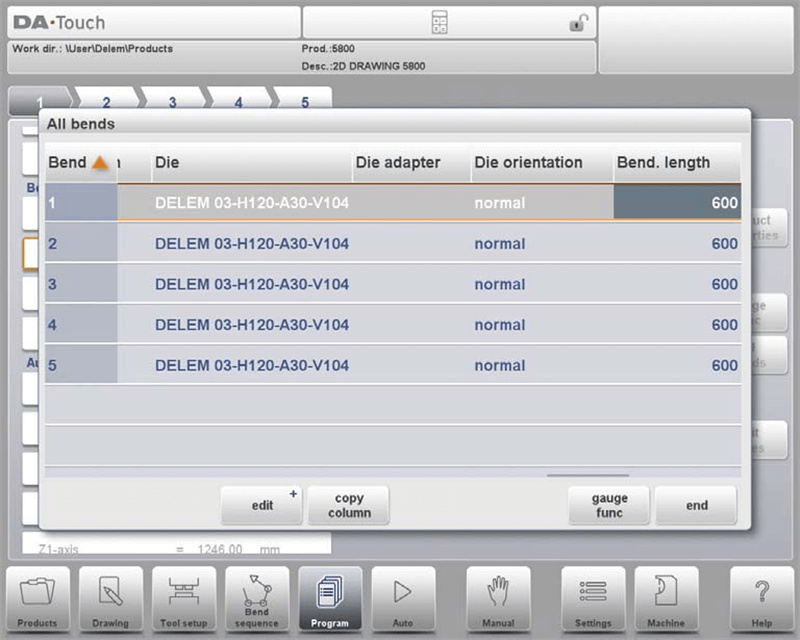
Ekran üzərində müəyyən əyilmələr həmin əyilmənin üzərində işıqlandırılmış çubuğu yerləşdirib sonra SONUNA keçid edərək seçilib. Bu ekrandan içərisində DELEM DA-66T Məhsul Proqramlaşdırılması vasitəsilə tam CNC proqramı redaktə edilə bilər. Bütün əyilmə parametrləri cədvəl daxilində redaktə oluna bilər və əyilmələr dəyişdirilə, köçürülə, əlavə oluna və ya silinə bilər. Mövcud sütunlar barmaq hərəkəti/sürüşdürmə ilə aparıcı şəkildə keçid edilə bilər.
Funksiyalar:
Redaktə et: Əlavə et, sil və əyilməni işarələ kimi əmrlərdən istifadə edərək proqramı dəyişdir.
Sütunu Köçür: Cari seçilmiş parametrin qiymətini digər bütün əyilmələrə köçürməyə imkan verir.
Ölçü Funksiyası: Əvvəllər izah edildiyi kimi ölçü mövqelərini proqramlaşdırın.
Düzəliş funksiyasına basıldıqda əlavə seçimləri olan müvəqqəti düymə paneli görünür:
Əyilmə əlavə et: Cari əyilməni köçürərək yeni əyilmə əlavə edir.
Əyilməni işarələ: Köçürülmə və ya dəyişdirmə kimi əməliyyatlar üçün əyilməni hazırlayır.
Əyilməni sil: Hazırda seçilmiş əyilməni silir.
Əyilmə İşarələndikdə Əlavə Funksiyalar:
Əyilməni köçür: Əyilmələrin ardıcıllıqla yerini dəyişdirərək sıralanmasını dəyişdirin.
Əyilmələri dəyişdir: İki əyilmənin mövqelərini dəyişdirin.
İşarəni ləğv et: Əyilmənin işarəsini silərək əməliyyatı yekunlaşdırın və ya ləğv edin.
CNC proqramlarının birləşdirilməsi
DELEM DA-66T Məhsul Proqramlaşdırılması ilə ardıcıl olaraq əyilmə ardıcıllığını icra edərək 3D məhsullar yaratmaq üçün Connect parametrindən istifadə edin. İki istiqaməti proqramlaşdırın:
1. Hər istiqamət üçün büküm ardıcıllığını yaradın və proqramlaşdırın.
2. Proqramları məhsul kitabxanası vasitəsilə ardıcıllıqları seçməklə və "Birləşdir" parametrindən istifadə etməklə birləşdirin.
3. Daha çox proqramı əlaqələndirdikdə hər biri növbəti ilə uyğunlaşır və ilk proqrama geri qayıdır.
Birləşdirilmiş proqramlarla istehsal etmək üçün:
1. Birinci proqramı seçin.
2. Avtomatik rejimə keçin.
3. 'Ehtiyat sayı' ilə məhsul miqdarını proqramlaşdırın.
4. Ardıcıllığı başlamaq üçün Başlat düyməsini basın.
Birinci proqram başa çatdıqdan sonra növbəti avtomatik başlayır və qalan sayını göstərir.
Xüsusi Redaktə Qeydləri
DELEM DA-66T məhsul proqramlaşdırmasında xüsusi redaktə qeydləri fərdiləşdirmə və konkret iş tələbləri üçün çox vacibdir. Bu funksiya operatorların buğlama prosesini unikal tələblərə uyğunlaşdıran əlavə təlimatlar və ya dəyişikliklər daxil etməsinə imkan verir. Hər hansı konkret detalların və ya narahatlıqların qeyd edilməsini və həll edilməsini təmin edir, istehsal prosesinə şəxsi yanaşma yaradır və maşınların imkanları ilə bağlı daha dərin başa düşməyə kömək edir.
DELEM DA-66T Məhsul Proqramlaşdırmasında proqram məlumatlarını dəyişdikdən sonra sistem aşağıdakıları avtomatik hesablamır:
1. Qüvvə
2. Dekompressiya
3. Krouning Cihazı Tənzimləməsi
4. Z-oxu Mövqe Ofseti
5. X-oxu Mövqe Düzəlişi
DELEM DA-66T Məhsul Proqramlaşdırmasında yenidən hesablama necə işləyir:
1-dən 4-ə qədər parametrlər yalnız 'Avtomatik Hesablamalar Redaktəsi' tənzimləmələrdə aktiv olarsa avtomatik olaraq yenidən hesablanır.
Parametr 5, tənzimləmələrdə 'Aktiv Əyilmə Toleransı Cədvəli' aktiv edildiyi zaman yenidən hesablanır. X oxu üçün düzəlişlər aktiv proqramdakı ayrı-ayrı əyilmələr üçün 'Corr.X' və bütün əyilmələr üçün 'G-corr.X' istifadə edilərək edilə bilər.
İstisna olaraq, 'Əyilmə Metodu' parametri dəyişdirildiyi zaman Force və Decompression avtomatik olaraq tənzimlənir. Bu, DELEM DA-66T Məhsul Proqramlaşdırmasının parametrlərin yenidən hesablanmasını səmərəli idarə etməklə əməliyyatları necə asanlaşdırdığını göstərir.
Nəticə
Ümumiləşdirərək desək, DELEM DA-66T məhsul proqramlaşdırması istehsalat səmərəliliyini birbaşa artırır. Əsas üstünlüklərə rahat interfeys, inkişaf etmiş proqramlaşdırma xüsusiyyətləri, real vaxt rejimində diaqnostika və avtomatlaşdırılmış sistemlərlə problem olmadan inteqrasiya imkanı daxildir.
DELEM DA-66T-nin əməliyyatlarınızı necə optimallaşdıra biləcəyini öyrənmək üçün lütfən, JUGAO komandamıza müraciət edin. Biz sizə ətraflı dəstək təmin etməyə və konkret suallarınıza cavab verməyə hazırqı. Daha ətraflı məlumat üçün həmçinin əlavə texniki resurslarımızla tanış olmağı təklif edirik.

