















































DELEM DA-58T Parametrlər Rejiminin Əsas Funksiyalarının Təhlili
Mündəricat
1. Giriş
2. Ümumi ayarlar
3. Material ayarları
4. Məlumatların yedəklənməsi və bərpa edilməsi funksiyası
○ Məhsul məlumatlarının yedəklənməsi
○ Məhsul məlumatlarının bərpası
○ Alət məlumatlarının yedəklənməsi
○ Alət məlumatlarının bərpası
○ Cədvəl və ayarların yedəklənməsi və bərpası
○ Qovluq naviqasiya əməliyyatları
5. Proqram parametrləri
6. İxtiyari və hesablama parametrləri
○ Əsas ixtiyari dəyər konfiqurasiyası
○ Əsas hesablama parametrlərinin tənzimlənməsi
7. İstehsal parametrləri
8. Vaxt və şəbəkə parametrləri
○ İstehsal vaxtının hesablanması
○ Əsas vaxt parametrləri
○ Şəbəkə konfiqurasiyası (Şəbəkə seçimi quraşdırıldıqdan sonra mövcuddur)
9. Tez-tez verilən suallar (SSS)
○ DELEM DA-58T Parametrlər Rejimi vasitəsilə Pres-Çəkicinin İş Performansını Necə Optimallaşdırmaq Olar?
○ DELEM DA-58T Parametrlər Rejimində Uzunluq Məhdudiyyəti Sərhədlərini Necə Təyin Etmək Olar?
10. Nəticə
Bu məqalə DELEM DA-58T pres-çəkici idarəetmə sisteminin Parametrlər Rejiminin funksional xüsusiyyətlərinə dərin təhlil verir və onun əsas konfiqurasiya xüsusiyyətlərini, habelə bu parametrlərin pres-çəkicinin iş performansını və emal dəqiqliyini necə yaxşılaşdıra biləcəyini ətraflı izah edir. Siz hər hansı bir metal emalı prosesinə uyğun olaraq avadanlığın performansını optimallaşdırmaq istəyirsinizsə, ya da operativ prosesləri müvafiq olaraq fərdiləşdirmək istəyirsinizsə, bu Parametrlər Rejiminin müxtəlif funksiyalarını bilmək çox vacibdir. Bu məqalə DELEM DA-58T Parametrlər Rejiminin əsas mövzularını aydın və qısa şəkildə izah edir və sizə avadanlığın tətbiq potensialını tamamilə açmağa kömək edir.
Giriş

DELEM DA-58T idarəetmə sistemi avadanlığın idarəetmə panelindəki Parametrlər naviqasiya düyməsinə klikləyərək Parametrlər Rejiminə keçirilə bilər. Bu rejim əsas konfiqurasiya mərkəzi kimi çıxış edir və məhsul proqramlaşdırılması üçün lazım olan standart qiymətlərin və müxtəlif xüsusi məhdudiyyət parametrlərinin birləşdirilmiş konfiqurasiyasına imkan verir; bu, pres-breklerin fərdiləşdirilmiş sazlaması üçün əsas giriş nöqtəsidir.
Parametrlər Rejimindəki bütün parametrlər funksiyasına görə müxtəlif sekmələrə bölünür və dəyişiklik üçün üfüqi sürüşməni dəstəkləyir. İstifadəçilər yalnız uyğun sekmeni və konkret parametr elementini seçməklə müxtəlif qiymətlərin tənzimlənməsini tamamlaya bilərlər. Əməliyyat məntiqi sadə və aydındır, bu da parametrlərin konfiqurasiyası üçün tələb olunan səviyyəni əhəmiyyətli dərəcədə azaldır.
Ümumi Parametrlər
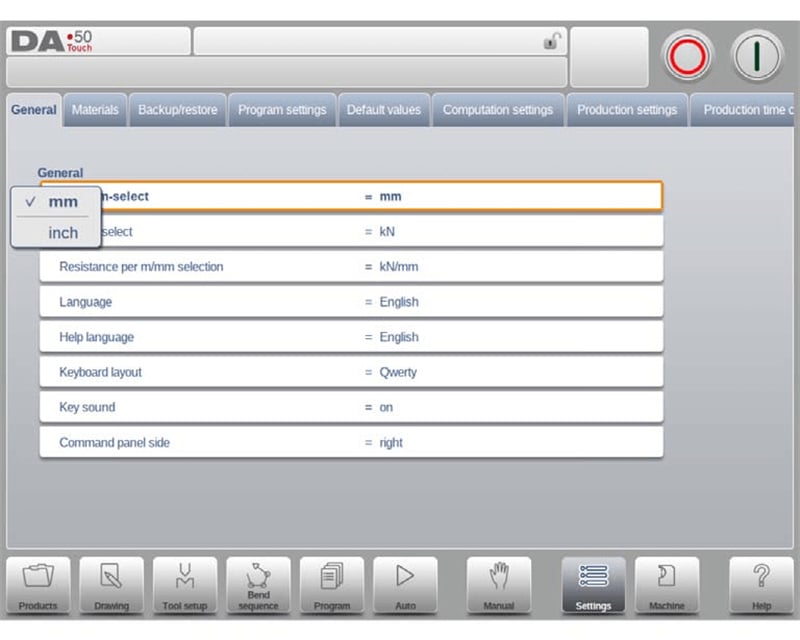
DELEM DA-58T-nin Ümumi Parametrlər modulu istifadəçilərə avadanlığın əsas iş parametrlərini fərdiləşdirməyə imkan verir; bunlara vahid seçimi (dyuym/mm, ton/kN), əməliyyat interfeysinin dili, klaviaturanın düzülüşü və giriş panelinin düymə səsləri daxildir. Görsəl əməliyyat interfeysi müxtəlif parametrlərin seçilməsini daha rahat edir, müxtəlif istifadəçilərin iş vərdişlərinə tam uyğunlaşa bilir və fərdiləşdirilmiş istifadəçi təcrübəsi yaradır.
InterfeysDili
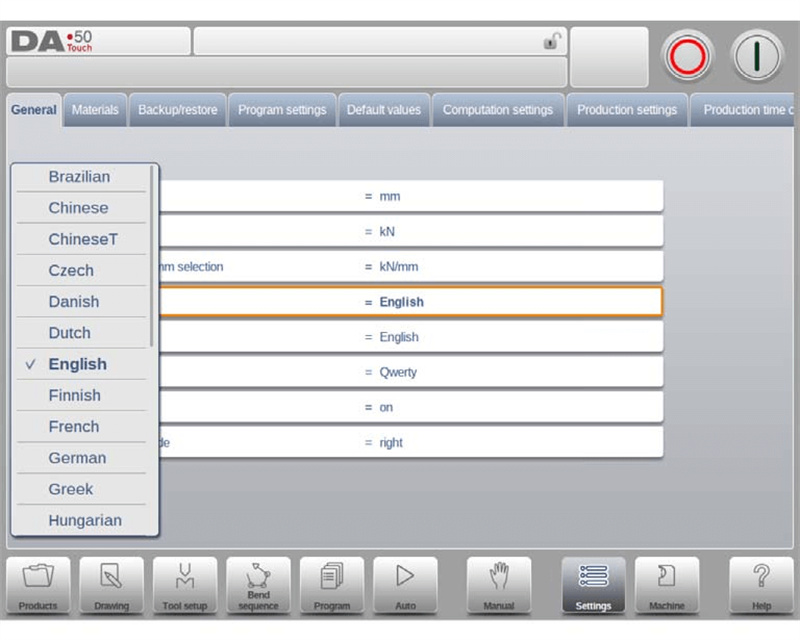
Əməliyyat interfeysinin ekran dilini sistem siyahısından birbaşa seçmək olar. Siyahıda göstərilən dildən çox sayda dil növü var. İstifadəçilər siyahını yuxarı-aşağı sürüşdürərək bütün seçimli dilləri görə bilər və yalnız bir kliklə dil dəyişikliyini tamamlaya bilər. Qeyd edək ki, xüsusi qeyri-standart alfasayısal simvolları ehtiva edən dil seçildiyi halda idarəetmə sistemi konfiqurasiyanı tamamlamaq üçün avtomatik olaraq yenidən başlayacaq.
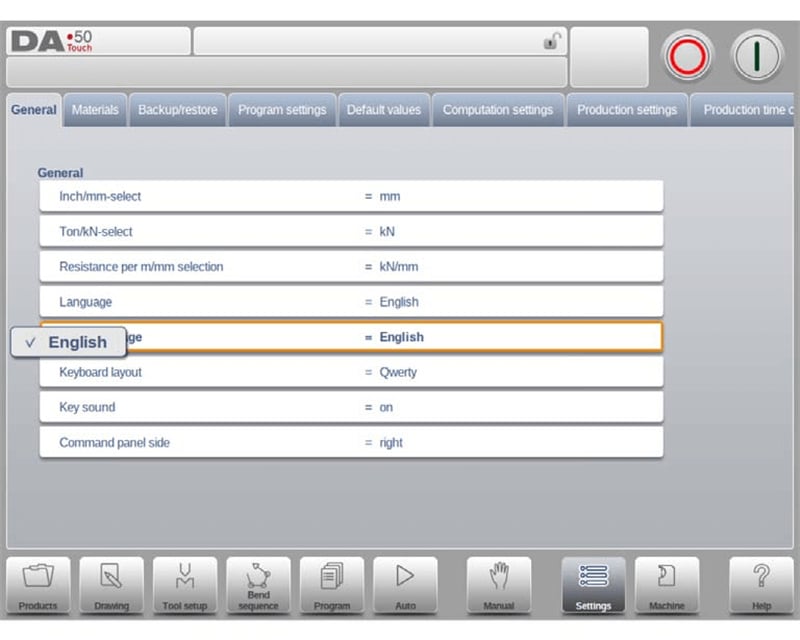
Kömək Sənədi Dili
Onlayn kömək funksiyasının susqunluqda göstərilən dili əməliyyat interfeysinin dilinə uyğundur. Seçilən dil üçün uyğun onlayn kömək sənədi mövcud deylsə, sistem avtomatik olaraq ingilis dilinə keçir. İstifadəçi Kömək Dili seçiminə baxdıqda, interfeysdə Genişləndirilmiş funksiya — Kömək Dilini Əlavə et görünür. Bu funksiya vasitəsilə yeni kömək sənədləri üçün dil paketlərini idarəetmə sisteminə quraşdırmaq mümkündür. Quraşdırma əvvəlində tələb olunan dil paketi fayllarının avadanlığın lokal diskində, USB flash sürücüsündə və ya sistemə çatıla bilən şəbəkə yolu üzrə saxlanıldığını təmin edin; sistem avtomatik olaraq bu faylları tanıyır və quraşdırmanı tamamlayır.
Klaviatura Düzeni
Sistem üç növ klaviatura düzəni — Qwerty, Qwertz və Azerty arasında keçid etməyə imkan verir. Susqunluqda konfiqurasiya Qwerty düzənidir, bu da müxtəlif bölgələrdəki istifadəçilərin daxiletmə adətlərinə uyğunlaşdırılıb.
Düymə Səsi
Daxil etmə panelinin açar səsi istənilən vaxt açıla və ya bağlanıla bilər. Sistem bu səsi standart olaraq aktiv edir; bu, istifadəçilərin əmrlərin daxil edilməsini təsdiqləmələri üçün rahatdır.
Əmr Panelinin Yerləşdirilməsi
İdarəetmə əmr paneli ekranda sol tərəfdə göstəriləcək şəkildə keçirilə bilər; sistem onu standart olaraq sağ tərəfdə göstərir. İstifadəçilər bunu öz iş vərdişlərinə uyğun olaraq ayarlaya bilərlər.
Material Parametrləri
Material Parametrləri sekmesində DELEM DA-58T Parametr Ayarları rejimi ən çox 99 emal materialının parametr proqramlaşdırılmasını dəstəkləyir; hər bir material üçün çəkilmə müqaviməti və elastiklik modulu kimi əsas fiziki xüsusiyyətlər ayrı-ayrılıqda konfiqurasiya edilə bilər. Bu funksiya müxtəlif materiallar üçün dəqiq emal uyğunluğunu təmin edir, bükülmə əməliyyatının materialın xüsusiyyətləri ilə yüksək dərəcədə uyğunlaşmasını təmin edir və emal dəqiqliyini artırır.
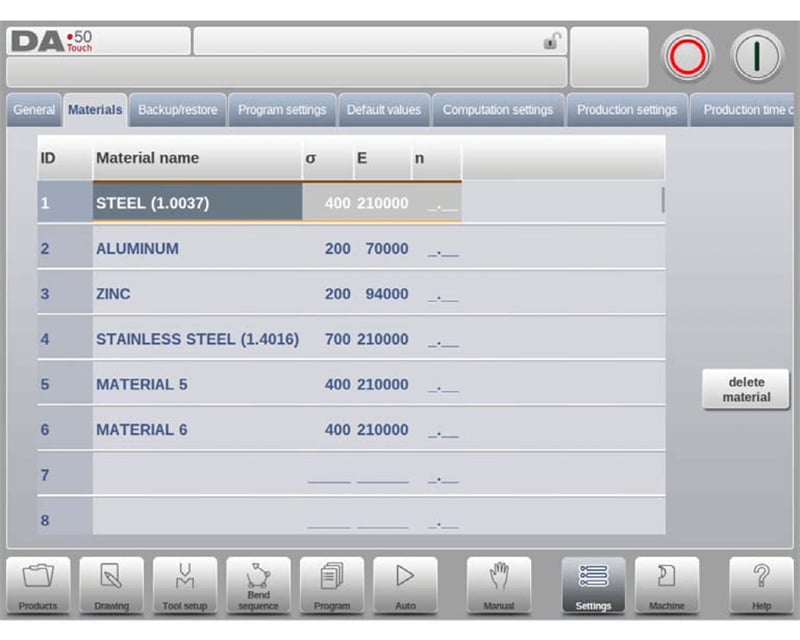
Sistem hər bir material üçün üç əsas görünən və redaktə edilə bilən xüsusiyyəti konfiqurasiya edir: Materialın adı, Çəkmə möhkəmliyi və Elastiklik modulu. Materialın adı proqramlaşdırma interfeysində birbaşa göstərilir; adın maksimum uzunluğu 25 simvol olmalıdır və hərflə başlamalıdır; Çəkmə möhkəmliyi və Elastiklik modulu materialın fiziki emal xüsusiyyətləri ilə birbaşa əlaqədardır və bükülmə prosesi parametrlərinin hesablanması üçün vacib əsaslardır.
Materiallar siyahısı əvvəlcə birinci sütunda material nömrəsi (ID) üzrə sıralanır. İstifadəçilər istənilən xüsusiyyətin sütun başlığını klikləyərək bu xüsusiyyətə görə yenidən sıralaya bilərlər. Mövcud materialın parametrlərini dəyişdirmək üçün uyğun material sətrini seçib dəyərləri düzəltmək kifayətdir; materialı silmək üçün hədəf sətri seçilib 'Materialı sil' düyməsinə kliklənməlidir; yeni material əlavə etmək üçün siyahıda boş sətir seçilir və hər bir xüsusiyyətin dəyərləri birbaşa daxil edilərək konfiqurasiya tamamlanır.
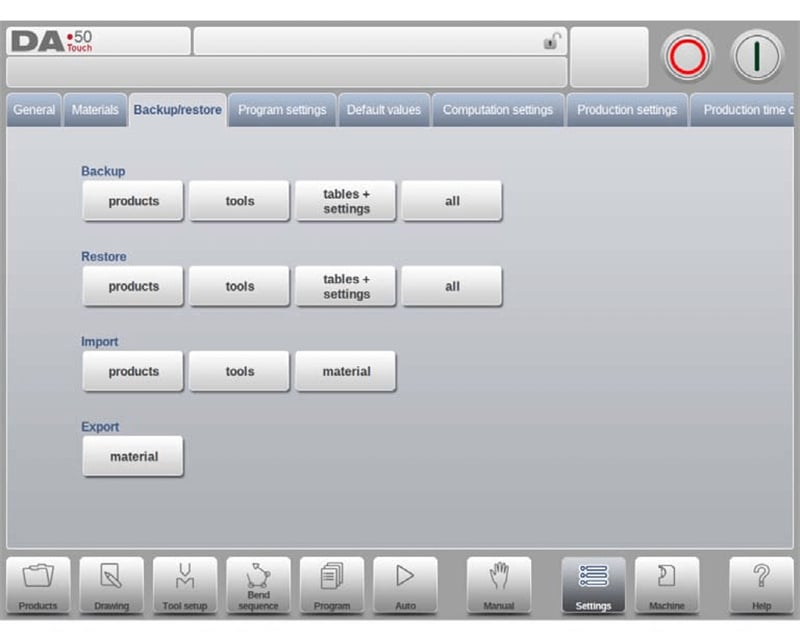
Məlumatların ehtiyat nüsxəsi alınması və bərpa edilməsi funksiyası
DELEM DA-58T Parametrlər Rejimi əsaslı ehtiyat nüsxə alma və bərpa funksiyasına malikdir; bu, məhsul proqramları, alət parametrləri, sistem ayarları və müxtəlif konfiqurasiya cədvəlləri üçün tamölçülü məlumatların ehtiyat nüsxəsini almağı və bərpasını təmin edir. Bu yalnız istehsalat məlumatlarının təhlükəsizliyini təmin etmir, həm də müxtəlif növ idarəetmə sistemləri arasında pərəkəndə məlumat köçürməsini həyata keçirir. Köhnə idarəetmə sistemlərindəki məhsul və ya alət məlumatları üçün bu rejim tarixi məlumatların sürətli inteqrasiyasını təmin edən daxili idxal funksiyasına da malikdir.
Məhsul və alət məlumatlarının ehtiyat nüsxəsinin alınması və bərpa edilməsi əməliyyat prosesləri çox yüksək dərəcədə birləşdirilmişdir. Məlumatların ötürülməsi şəbəkə vasitəsilə yoxsa USB флеш sürücü ilə aparılsın, standartlaşdırılmış əməliyyat addımları tətbiq olunur ki, bu da istifadəçilərin əməliyyat etmə çətinliyini azaldır. Ehtiyat nüsxəsi qovluğu seçilmiş saxlama cihazı (USB флеш sürücü, şəbəkə diski və s.) və istifadəçi tərəfindən müəyyən edilən qovluqdan ibarətdir. İstifadəçilər öz ehtiyaclarına uyğun olaraq xüsusi ehtiyat nüsxəsi qovluğunu yarada və seçə bilərlər. Bundan əlavə, məhsul və alət məlumatlarının ehtiyat nüsxəsi saxlama yollarını ayrı-ayrılıqda təyin etmək mümkündür ki, bu da məlumatların kateqoriyalara bölünərək idarə edilməsini təmin edir.
Məhsul Məlumatlarının Ehtiyat Nüsxəsinin Alınması
Ehtiyat nüsxəsinin alınması/bərpa edilməsi sekmesində Ehtiyat nüsxəsi sahəsində Məhsullar seçeneğini seçərək məhsul proqramlarının disk ehtiyat nüsxəsi əməliyyatını başlatın. İlkin ehtiyat nüsxəsi qovluğunu təyin etdikdən sonra sistem avtomatik olaraq məhsul ehtiyat nüsxəsi əməliyyat interfeysinə daxil olur. Xüsusi əməliyyat addımları aşağıdakı kimidir:
1. Məhsullara baxış: Seçilmiş kataloqdakı bütün məhsul proqramları ehtiyat nüsxəsi interfeysində göstərilir və məhsul rejimi ilə uyğun əsas funksiyalar istifadə edilərək ehtiyat nüsxəsi alınacaq məhsul proqramlarını bəzəmək və tapmaq olar;
2. Yolların yoxlanılması: Interfeysin yuxarı hissəsində məhsul proqramlarının cari mənbə yolu və müəyyən edilmiş ehtiyat nüsxəsi saxlama yolu real vaxtda göstərilir. Əməliyyatdan əvvəl yolların düzgün olduğunu təsdiqləyin;
3. Məhsulların seçilməsi: Siyahıdakı məhsul proqramına klikləyərək onu ehtiyat nüsxəsi alınacaq vəziyyətə gətirin; sistem seçimləri təsdiqləmək üçün ehtiyat nüsxəsi işarəsini göstərir; əgər ehtiyat nüsxəsi yolunda eyni adlı məhsul proqramı varsa, sistem istifadəçiyə onun üzərinə yazılmasına icazə verilib-verilməməsi barədə sorğu pəncərəsi açır;
4. Toplu ehtiyat nüsxəsi alma: Bütün düyməsinə klikləyərək siyahıdakı bütün məhsul proqramlarını bir dəfəyə ehtiyat nüsxəsi almaq və ehtiyat nüsxəsi alma səmərəliliyini artırmaq olar;
5. Mənbə Qovluğunu Dəyişdirin: Yedəklənməli olan məhsul proqramlarının mənbə qovluğunu dəyişdirməyiniz tələb olunursa, Mənbə Qovluğu seçiminə klikləyin və qovluq brauzeri vasitəsilə yeni mənbə yolu seçin;
6. Yedəkləmə Qovluğunu Dəyişdirin: Yeni saxlama yerinə keçmək üçün Yedəkləmə Qovluğu seçiminə klikləyin və onu yedəkləmə hədəfi qovluğu kimi seçin.
Məhsul Məlumatlarının Bərpa Edilməsi
Yedəkləmə/Bərpa etmə vərəqəsinin Bərpa sahəsində Məhsullar seçiminə klikləyərək diskdəki məhsul proqramlarını idarəetmə sisteminə bərpa edin.

İlkin bərpa qovluğunu təyin etməni tamamladıqdan sonra məhsul bərpası əməliyyatı interfeysinə daxil olun. Əməliyyat addımları aşağıdakı kimidir:
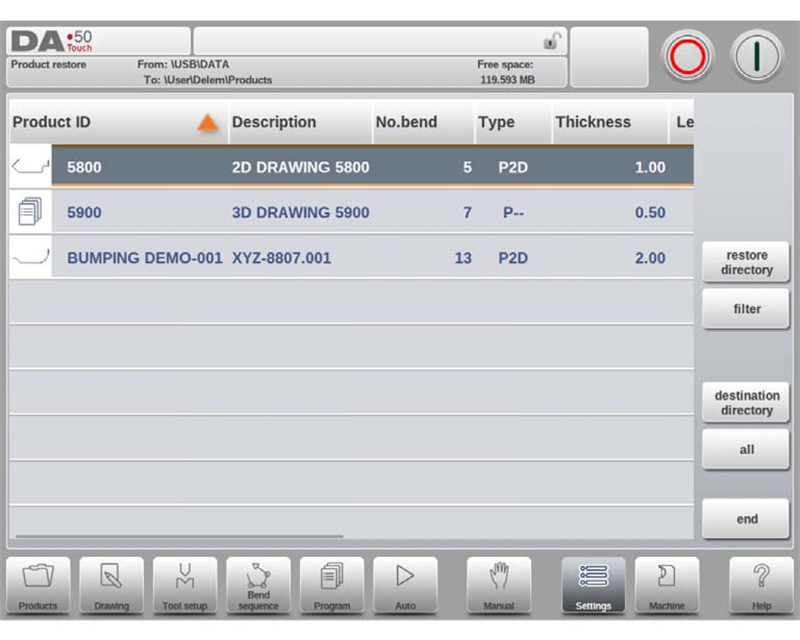
1. Bərpa Interfeysinə Daxil Olun: Seçilmiş bərpa qovluğundakı bütün məhsul proqramlarını görün;
2. Görünüşü Tənzimləyin: Görünüşü tənzimləmə funksiyası vasitəsilə bərpa ediləcək məhsul proqramlarını sürətlə tapın;
3. Yolları Doğrulayın: Məhsul proqramlarının bərpa mənbə yolu və cihazda hədəf saxlama yolu haqqında təsdiq alın;
4. Məhsulları seçin: Bərpa üçün işarələmək üçün hədəf məhsul proqramına vurun;
5. Dublikat fayllarla işləyin: Cihazda eyni adlı məhsul proqramı varsa, sistem istifadəçiyə onu əvəz etməyi seçməyi təklif edəcək;
6. Mənbə qovluğunu dəyişdirin: Lazım olduqda məhsul proqramlarının bərpa mənbəsi üçün yeni qovluğa keçin;
7. Hədəf qovluğu təyin edin: Bərpa olunmuş məhsul proqramlarının cihazda saxlanılması üçün saxlama qovluğunu seçin.
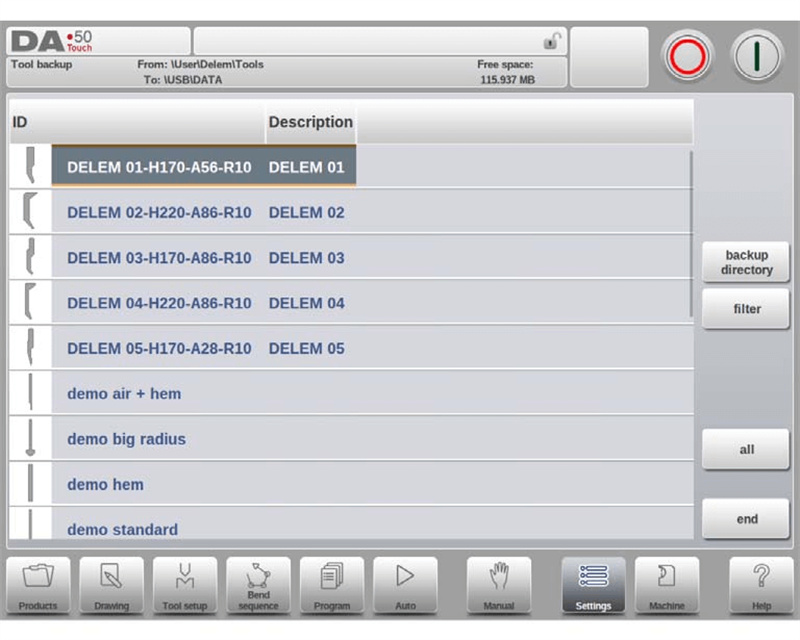
Alətlərin Məlumatlarının Ehtiyat Nüsxəsi
Ehtiyat nüsxəsi/alətlərin bərpası sekmesində Ehtiyat nüsxəsi sahəsindəki Alətlər seçimini seçərək alət parametrlərinin disk ehtiyat nüsxəsi prosesini başlatın. İlkin ehtiyat nüsxəsi qovluğunu təyin etdikdən sonra alət ehtiyat nüsxəsi əməliyyat interfeysinə daxil olun.
İdarəetmə sisteminə daxil olan müxtəlif alət parametrləri — məsələn, çuxurlar, kalıplar və avadanlıqların formasını verən alətlər — birgə şəkildə ehtiyat nüsxəsi alınabilir. Əməliyyat prosesi məhsul məlumatlarının ehtiyat nüsxəsi alınması ilə tamamilə eynidir və bu, əməliyyat məntiqinin birləşdirilməsini təmin edir.
Alətlərin Məlumatlarının Bərpası
Alətlərin parametrlərinin bərpa etmə prosesi məhsul məlumatlarının bərpa etmə prosesinə uyğundur. İstifadəçilər standartlaşdırılmış addımlara əsasən alət məlumatlarını bərpa edə bilər və emal konfiqurasiya parametrlərini tez bir zamanda bərpa edə bilərlər.
Cədvəl və Tənzimləmələrin Ehtiyatda Saxlanması və Bərpası
Yeddiyə/ Bərpa etmək sekmesi istifadəçi tərəfindən müəyyən edilən sistem ayarları və müxtəlif konfiqurasiya cədvəlləri üçün xüsusi yeddiyə və bərpa etmə funksiyaları ilə dizayn edilmişdir; bu əməliyyat prosesi məhsul və alət məlumatlarının yeddiyəsi və bərpası ilə uyğundur. Sistem həmçinin 'Hamısı' sürətli funksiyasını təmin edir. Bu düyməyə kliklədikdən sonra məhsulların, alətlərin, cədvəllərin və sistem ayarlarının tam yeddiyəsi və ya bərpası ardıcıl olaraq avtomatik olaraq tamamlanır; bu da toplu əməliyyatlarda səmərəliliyi əhəmiyyətli dərəcədə artırır.
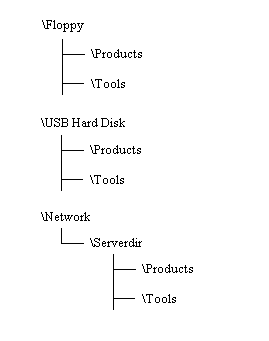
Qovluq Navigasiya Əməliyyatları
'Yeddiyə Qovluğu'na kliklədikdən sonra sistem mövcud yeddiyə qovluqlarının siyahısı pəncərəsini açar. Qovluqların naviqasiyasını və idarə edilməsini sadələşdirmək üçün konkret addımlar aşağıdakı kimidir:
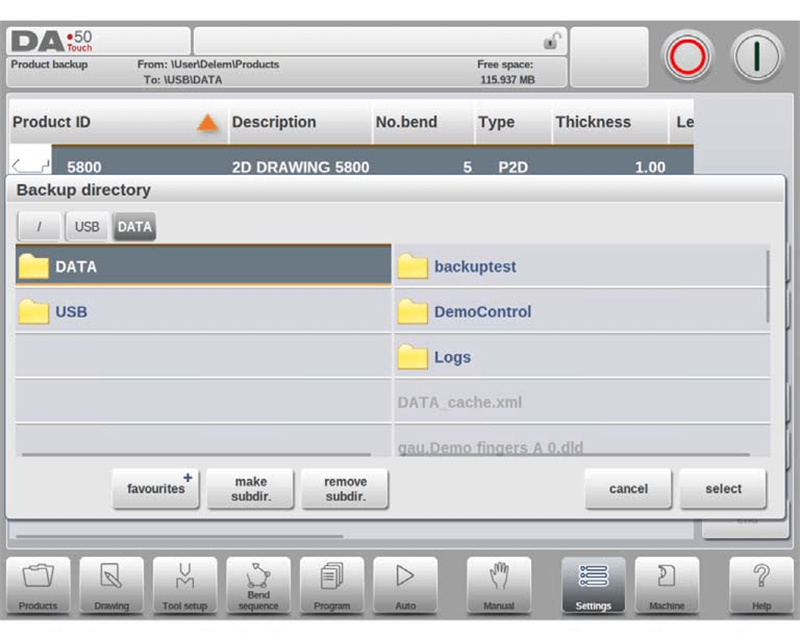
1. Kataloqda naviqasiya: Alt kataloqa daxil olmaq üçün nöqtə simgesinə vurun, yuxarı səviyyəli kataloqa qayıtmaq üçün Ata Kataloq simgesinə vurun və cari əməliyyat kataloqunu təsdiqləmək üçün Seçimə vurun;
2. Cihazın dəyişdirilməsi: Üst səviyyəli kataloqa daxil olana qədər Ata Kataloq simgesinə ardıcıl olaraq vurun, sonra saxlama cihazını və uyğun alt kataloqu yenidən seçin;
3. Şəbəkəyə giriş: Cihaz şəbəkəyə qoşulubsa, əvvəlcə Şəbəkə variantını seçin, sonra hədəf şəbəkə tomunu seçin və sonrakı naviqasiya əməliyyatları lokal saxlama cihazı ilə eyni olar;
4. Alt kataloqların idarə edilməsi: Xüsusi saxlama kataloqu yaratmaq üçün Alt Kataloq Yarat düyməsinə vurun və işlənməyən kataloqları təmizləmək üçün Alt Kataloqu Sil düyməsinə vurun; hər hansı bir alt kataloqa daxil olduqdan sonra Seçimə vuraraq kataloq təsdiqini tamamlayın.
Proqram ayarları
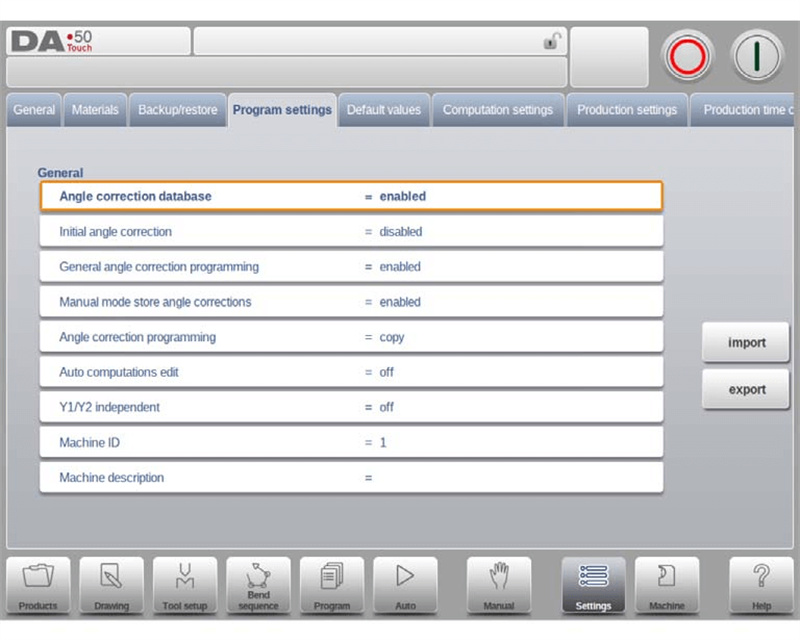
Bucaq Düzəliş Bazası DELEM DA-58T Parametrlər Rejiminin əsas funksiyalarından biridir. Bu bazada istehsal zamanı daxil edilən bucaq düzəliş parametrləri real vaxtda saxlanıla bilər, müxtəlif materiallar və müxtəlif bükülmə növləri üçün emal dəqiqliyinin eyniliyi təmin edilə bilər və məhsul proqramlaşdırılmasında emal dəqiqliyini təmin etmək üçün əsas konfiqurasiya sayılır. Bucaq Düzəliş Bazasının rolu tamamilə istifadə olunub və Parametrlər Rejiminin iş səmərəliliyi optimallaşdırılaraq aşağıdakı konkret konfiqurasiya nöqtələri tətbiq edilməlidir:
Bucaq Düzəliş Bazası
1. Bazanı aktivləşdirmək: Bu parametr aktivləşdirildikdən sonra bazaya Avtomatik Rejimdə (İstehsal Rejimi) daxil edilən bucaq düzəliş dəyərləri avtomatik olaraq yazılır; istehsal zamanı sistem bazada oxşar bükülmələr üçün düzəliş parametrlərinin olub-olmadığını avtomatik olaraq yoxlayır, əgər belə parametrlər mövcuddursa, onları birbaşa çağırır, əks halda isə interpolasiya alqoritmi ilə adaptiv düzəliş dəyərləri yaradır;
2. Qurma xüsusiyyətlərinin uyğunlaşdırılması qaydaları: Sistem qurma əməliyyatının bir neçə əsas xüsusiyyətini müqayisə edəcək, bu xüsusiyyətlər materialın xarakteristikalarını, lövhənin qalınlığını, kalıbın açılış ölçüsünü, kalıbın radiusunu, çubuğun radiusunu və qurma bucağını əhatə edir. İlk beş xüsusiyyət tamamilə uyğun olmalıdır və qurma bucağının düzəldilmə dəyərləri oxşarlığa görə çağırılır və ya interpolasiya olunur;
3. İlkin bucaq düzəldilməsi: Bu parametr müstəqil proqramlaşdırma elementidir, yalnız Avtomatik Rejimdə göstərilir və kiçik bucaqların dəqiq düzəldilməsi üçün uyğundur. Onun dəyəri vizuallaşdırılmış düzəldilmə dəyəri ilə toplanaraq son ümumi bucaq düzəldilmə dəyərini əmələ gətirir;
4. Ümumi bucaq düzəldilməsi proqramlaşdırması: Bu düzəldilmə parametri proqramdakı bütün qurma proseslərinə aiddir, müəyyən bir qurma bucağı üçün təyin edilmir və müvafiq dəyərlər Bucaq Düzəldilməsi Verilənlər Bazasında saxlanılmır;
5. Əl ilə idarəetmə rejimi düzəliş dəyərlərinin saxlanması: Bu funksiya aktivləşdirildikdən sonra Əl ilə idarəetmə rejimində yaranan bucaq düzəliş dəyərləri sonrakı məhsul proqramlaşdırılması üçün məlumat dəstəyi təmin etmək məqsədilə saxlanılır;
6. Bucaq düzəlişi proqramlaşdırma üsulları: Bucaq düzəlişi dəyərlərini tənzimləyərkən orijinal dəyərləri kopyalamaq, delta dəyərlərini saxlamaq və ya iki əsas parametr Cα1 və Cα2-ni müstəqil olaraq fərqli emal düzəliş tələblərinə uyğun olaraq tənzimləmək mümkündür.
Avtomatik hesablamaların redaktə edilməsi
Material növü, lövhə qalınlığı, emal uzunluğu, çəkic və ya kalıp konfiqurasiyası dəyişdirildikdə sistem, əyilmə üsulları kimi xüsusi senarilərə əsasən, əyilmə qüvvəsi, dekompressiya məsafəsi və qabarıqlıq cihazının parametrləri kimi əsas emal göstəricilərini avtomatik olaraq yenidən hesablayır; bununla əldə edilən nəticədə əl ilə hesablama zərurəti aradan qaldırılır və proqramlaşdırma səmərəliliyi artırılır.
Y1 və Y2-nin müstəqil proqramlaşdırılması
Bu, iki Y-oxun müstəqil proqramlaşdırma rejiminə və ya inteqrasiya olunmuş proqramlaşdırma rejiminə qurulmasını dəstəkləyir. İstifadəçilər, mürəkkəb bükülmə əməliyyatlarının ox idarəetmə tələblərini ödəmək üçün bükülmə prosesinin dəqiqlik tələblərinə uyğun olaraq adaptiv proqramlaşdırma rejimini seçə bilərlər.
Maşın ID-si və Təsviri
Hər bir pres-bükücü üçün unikal maşın ID-si konfiqurasiya edilə bilər ki, istehsal proqramlarının birləşdirilmiş idarə edilməsi asanlaşsın; eyni zamanda, maşın təsviri məlumatları əlavə edilə bilər ki, JUGAO kimi çevrilmədən proqramlaşdırma sistemlərində avadanlığın sürətli identifikasiyası və kateqoriyalara bölünməsi həyata keçirilsin və istehsal idarəetmə prosesi optimallaşdırılsın.
İlkin və Hesablama Parametrləri
Bu modul bükülmə əməliyyatının əsas susmaya görə qiymətlərini konfiqurasiya edə bilər, o cümlədən Y oxu açılış ölçüsü, sıxma sürəti, dayanma müddəti və s.; eyni zamanda, bükülmə icazəsi cədvəlinin aktivləşdirilməsi, məlumatların hazırlanması konfiqurasiyası kimi əsas hesablama parametrlərini də tənzimləyə bilər ki, beləliklə, məhsul proqramlaşdırılması müxtəlif istehsal və emal tələblərinə tam uyğunlaşa və prosesin esnekliyini artıraraq tətbiq oluna bilər.
Əsas Susmaya Görə Qiymətlərin Konfiqurasiyası
1. Y Açılışı Susmaya Görə: Bükülmə əməliyyatı üçün əsas ox idarəetmə parametrlərini təmin etmək üçün Y oxunun başlanğıc açılış dəyərini təyin edin;
2. Sıxma Sürəti: Yeni yaradılan emal proqramı üçün başlanğıc sıxma sürətini təyin edin;
3. Geri Çekilməni Gözlə: Bükülmə proqramında Geri Çekilməni Gözlə funksiyasının başlanğıc tənzimlənməsi aktivləşdirilib (Bəli);
4. Addım Dəyişikliyi Kodu: Susmaya görə addım dəyişikliyi kodu UDP-dir;
5. Gecikmə Müddəti: X oxu üzrə addım dəyişikliyi üçün susmaya görə gözləmə müddəti 0-dır;
6. Qalma müddəti: Əyilmə effektini təmin etmək üçün əyilmə proqramı üçün standart qalma müddətini təyin edin;
7. Əvvəlcədən əyilmə bucağı: Qrafik məhsul proqramlaşdırması üçün standart əvvəlcədən əyilmə bucağını təyin edin;
8. Kənar açılışı: Kirəc mövqeyi üçün standart kənar açılışı 0,0 mm-dir;
9. Ölçülər: Qrafik çəkiliş üçün standart əsas ölçü parametrini (D1) təyin edin.
Əsas hesablama parametri ayarları
1. Aktiv əyilmə icazəsi cədvəli: İki hesablama rejimi seçilə bilər: biri standart düsturdan istifadə edərək əyilmə icazəsini hesablamaq, digəri isə düzəliş cədvəlini çağıraraq hesablamaq üçün (cədvəl mövcud olduqda birbaşa redaktə edilə bilər). Bu ayar, lövhənin qısalmasından yaranan X oxu dəqiqliyi düzəlişini həyata keçirə bilər;
2. Məlumatların Hazırlanması: Bükülmə Təzviri: Üç konfiqurasiya rejimi daxildir. Düzəliş söndürülərsə, bükülmə təzviri proqramlaşdırma hesablamasına daxil edilmir; düzəliş açıq olarsa, düzəliş dəyəri istehsal zamanı göstərilir və redaktə edilə bilər; bu parametr Çertyoj Rejimində post-prosesləşmə prosesini təsir etmir və sistem Çertyoj Rejimində CNC proqramı yaradarkən avtomatik olaraq bükülmə təzvirini hesablamaya daxil edir. Əgər bükülmə təzviri cədvəli aktivləşdirilsə, cədvəl dəyərlərini Redaktə Cədvəli funksiyası ilə yeni pəncərədə düzəltmək olar. İş zamanı Tab düyməsindən istifadə edərək redaktə sahəsini seçin, yeni dəyəri daxil edin və təsdiqləmək üçün Enter düyməsini basın. Bu menyudan yeni cədvəllər yaratmaq mümkün deyil. Bükülmə təzviri ilə bağlı ətraflı konfiqurasiya spesifikasiyaları üçün rəsmi DELEM istifadəçi təlimatına müraciət edin. Başqa cədvəlləri çağırmaq lazımdırsa, onları Yüklə Cədvəli funksiyası vasitəsilə tapın və idxal edin;
3. Dibə basma qüvvəsi əmsalı: Dibə basma qüvvəsinin konkret dəyəri bu əmsalın havada bükülmə qüvvəsi ilə hasil edilməsi yolu ilə hesablanır; bu da bükülmə təzyiqi konfiqurasiyası üçün əsas yaradır;
4. Z-məsafəsi: Bu parametr barmaq kənarı ilə lövhə küncü arasındakı məsafədir. Əgər Z oxu cihazda quraşdırılıbsa, sistem barmağın optimal iş mövqeyini avtomatik olaraq hesablayaraq yerləşdirmə dəqiqliyini artırır.
İstehsal Parametrləri
DELEM DA-58T Quraşdırmalar Rejiminin İstehsal Quraşdırmaları modulu istehsal səmərəliliyini optimallaşdırmaq üçün xüsusi olaraq hazırlanmışdır və Stok Sayı Rejimi, Avtomatik Bükülmə Dəyişikliyi Rejimi Addımı və Paralellik Yerdəyişməsi kimi əsas parametrlərin fərdiləşdirilmiş konfiqurasiyasını dəstəkləyir. İstifadəçilər faktiki istehsal əməliyyat tələblərinə uyğun olaraq istehsal prosesini fərdiləşdirə bilər və beləliklə emal səmərəliliyi ilə dəqiqlik göstəricilərinin eyni zamanda yaxşılaşdırılmasını təmin edə bilər.
1. Ehtiyat sayımı rejimi: Yuxarı sayma və aşağı sayma olmaqla iki rejimi dəstəkləyir. Aşağı sayma, dəyər 0-a çatdıqda avtomatik olaraq dayanır və cihaz yenidən başlatıldıqdan sonra başlanğıc dəyərini bərpa edir; bu, sabit kvota ilə istehsal tapşırıqları üçün uyğundur; yuxarı sayma isə istehsal irəliləyişini real vaxtda saymağa imkan verir və bu da partiyalı emalın irəliləyişini izləmək üçün uyğundur;
2. Avtomatik qırılma dəyişikliyi rejimi addımı: Deaktiv vəziyyətdə növbəti prosesin parametrlərinin əl ilə seçilməsi və işə salınması tələb olunur; aktiv vəziyyətdə sistem avtomatik olaraq növbəti prosesin parametrlərini yükləyir və başlama düyməsinə basıldıqdan sonra cihaz avtomatik olaraq mövqeləndirməni tamamlayır ki, bu da proseslərin pərələnmədən keçidini təmin etsin;
3. Paralellik meylənməsi: Y oxu üzrə ümumi paralellik parametrini təyin edir; bu parametr sıxma nöqtəsinin (Y2 + meylənmə) altındakı hissədə tətbiq olunur və qırılma əməliyyatı zamanı lövhənin paralelliyini təmin edir;
4. Ekranı işə salındıqdan sonra toxunma ekranını kilidləmək: Bu funksiya aktivləşdirildikdən sonra cihazın işləməsi zamanı toxunma ekranı qeyri-kəsilməz əməliyyatlardan istehsal prosesinə təsir göstərməməsi üçün kilidlənir;
5. Təzyiq korreksiyası: Müxtəlif materialların bükülmə təzyiqi tələblərinə uyğunlaşmaq üçün hesablanan bükülmə qüvvəsinin faiz dəyəri ilə təzyiq klapanının dəqiq idarə edilməsi;
6. Sıxma korreksiyası: Səth sıxıldıqda sistem avtomatik olaraq çubuğun mövqeyini hesablayır. Səthin sıxılma effektini təmin etmək üçün hesablanan sıxma nöqtəsi bu parametr vasitəsilə yerdəyişməyə və tənzimlənməyə tabedir. Müsbət dəyər çubuğun mövqeyini aşağı, mənfi dəyər isə yuxarı doğru sürüşdürür;
7. X hərəkəti üçün orta R: X oxu boyunca hərəkət zamanı cihazla toqquşmadan qaçınmaq üçün müvəqqəti R oxu mövqeyini təyin edin; bu funksiya yalnız sıfırdan fərqli dəyər təyin edildikdə aktivləşdirilə bilər;
8. Arxa qayçı və X-mövqe təhlükəsizliyi: Təhlükəsizlik zonasının mövqeyinə əsasən sistem avtomatik olaraq fərqli ox hərəkəti strategiyalarını seçir:
○ Köhnə və yeni mövqelər hər ikisi də təhlükəsizlik zonasının xaricindədir: X oxu və Z oxu eyni zamanda hərəkət edir;
○ Köhnə mövqe xaricdə, yeni mövqe daxildədir: Əvvəlcə Z oxu hərəkət edir;
○ Köhnə mövqe daxildə, yeni mövqe xaricdədir: Əvvəlcə X oxu hərəkət edir;
○ Köhnə və yeni mövqelər hər ikisi də təhlükəsizlik zonasının daxilindədir: Əvvəlcə X oxunu orta mövqeyə aparın, sonra Z oxunu hərəkət etdirin və nəhayət X oxunu hədəf mövqeyinə düzəldin.
Təhlükəsizlik zonasının təyini düsturu: SZ = X-təhlükəsiz + SD (SD – avadanlıq təchizatçısı tərəfindən təyin edilən təhlükəsizlik məsafəsidir).
Vaxt və şəbəkə ayarları
Vaxt ayarları istifadəçilərə tarix və vaxtın göstəriləcəyi formatı fərdiləşdirməyə imkan verir ki, cihazın vaxtı istehsal əməliyyat planı ilə eyniləşdirilsin; şəbəkə konfiqurasiyası yalnız şəbəkə funksiyasının quraşdırılmasından sonra aktivləşdirilə bilər, bu da cihazın digər sistemlərlə qarşılıqlı əlaqəsini təmin edir və istehsal məlumatlarının sistemlərarası paylaşılmasını tamamlayır.
İstehsal Vaxtının Hesablanması
DELEM DA-58T Ayarlar Rejimində Stok Sayımı Rejimi, oxların mövqe təyin etmə sürəti və məhsulun emal müddəti ilə bükülmə ardıcıllığının hesablanması zamanı istehsal müddətini avtomatik olaraq hesablaya bilər ki, bu da istehsal planlarının hazırlanmasına məlumat dəstəyi verir. Əl ilə aparılan əməliyyatlarda (məsələn, məhsulun çevrilməsi) sərf olunan vaxt birbaşa məhsulun ölçüləri ilə əlaqədardır. Z istiqamətində kiçik ölçülü məhsulların çevrilməsi üçün daha az vaxt tələb olunur, halbuki X istiqamətində uzun ölçülü məhsulların çevrilməsi üçün daha çox vaxt tələb olunur.
Sistem məhsul ölçüsünün bölünmə standartı kimi uzunluq ehtiyat səviyyələrinin üç səviyyəsini (Sərhəd 1/2/3) təyin edir. İstifadəçilər müxtəlif ehtiyat intervalına daxil olan məhsullar üçün məhsulun çevrilməsi üçün lazım olan vaxt parametrlərini müstəqil olaraq konfiqurasiya edə bilərlər ki, bu da vaxt hesablamasını faktiki istehsal şəraitinə daha çox uyğunlaşdırır.
Əsas Vaxt Parametrləri
1. Ekranda göstərilən vaxt: Başlıq panelində göstərilən məzmunu təyin etmək mümkündür; bu, üç rejimi dəstəkləyir: tarix və vaxtın göstərilməsi, yalnız vaxtın göstərilməsi və ya vaxtın gizlədilməsi;
2. Vaxt formatı: 24-saatlıq və 12-saatlıq formatlar arasında keçidə imkan verir; bu, fərqli vaxt baxış adətlərinə uyğunlaşdırılır;
3. Tarix formatı: İstifadəçilər ehtiyaclarına görə seçə biləcəkləri üç göstərmə formatını dəstəkləyir: gg-aa-iiii, aa-gg-iiii və iiii-aa-gg;
4. Vaxtın düzəldilməsi: Cihazın tarixi və vaxtı birbaşa düzəldilə bilər; kalibrasiya edilmiş vaxt cihazın Windows əməliyyat sisteminə eyni zamanda yenilənərək sistem vaxtının birləşdirilməsini təmin edir.
Şəbəkə Konfiqurasiyası (Şəbəkə Seçimi Quraşdırıldıqdan Sonra Mövcuddur)
Şəbəkə funksiyası isteğe bağlı bir moduldur. Quraşdırıldıqdan sonra cihazın lokal şəbəkəyə və istehsalat idarəetmə sistemlərinə qoşulmasını təmin edir və istehsalat proqramları ilə emal məlumatlarının müxtəlif cihazlar arasında ötürülməsini və paylaşılmasını tamamlayır. Xüsusi konfiqurasiya üçün, zəhmət olmasa, rəsmi avadanlıq təlimatına müraciət edin.
Tez-tez verilən suallar (TTVS)
DELEM DA-58T Parametrlər Rejimi vasitəsilə Pres-Çəkicinin Performansını Necə Optimallaşdırmaq Olar?
Pres-çəkicinin performansını optimallaşdırmanın əsas məqsədi DELEM DA-58T Parametrlər Rejimində məhsulların faktiki emal ölçülərini və müxtəlif əməliyyatlara sərf olunan vaxt parametrlərini dəqiq konfiqurasiya etməkdir; eyni zamanda, avadanlığın dəqiq kalibrasiyası aparılmalıdır ki, bütün parametr ayarları istehsalat və emalın spesifikasiyalarına və tələblərinə uyğun gəlsin və beləliklə, avadanlığın iş rejimi parametrləri faktiki istehsalat ehtiyacları ilə yüksək dərəcədə uyğunlaşsın.
DELEM DA-58T Parametrlər Rejimində Uzunluq Məhdudiyyəti Sərhədlərini Necə Təyin Etmək Olar?
Parametrlər Rejiminin uzunluq sərhədi konfiqurasiya sahəsinə daxil olun və Sərhəd 1, Sərhəd 2 və Sərhəd 3 üçün konkret qiymətləri daxil edərək uzunluq məhdudiyyəti sərhədlərinin təyin edilməsini tamamlayın. Üç səviyyəli sərhədlərin məqsadlı şəkildə konfiqurasiyası müxtəlif ölçülü məhsulların dəqiq qatlama vaxtı ilə bağlı parametrlərə uyğunlaşdırılmasını təmin edir və beləliklə, vaxt hesablamasının və istehsal proseslərinin məqsadlılığını artırır.
Nəticə
Ümumiyyətlə, DELEM DA-58T Parametrlər Rejimi pres-breklerin iş funksiyalarını və emal dəqiqliyini yaxşılaşdırmaq üçün əsas alətdir. Onun zəngin funksional konfiqurasiyaları və yüksək dərəcədə fərdiləşdirilə bilən xüsusiyyətləri məhsul proqramlaşdırmasının və istehsal prosesi axınlarının optimallaşdırılmasına imkan verir və bu, pres-breklerin detallı istehsalı üçün vacib zaminə çevrilir.
Pres-brakın performansını tam şəkildə göstərməsi və avadanlığın xidmət müddətinin uzadılması üçün standartlaşdırılmış parametr ayarları və gündəlik avadanlıq saxlanması vacibdir. Bu Ayarlar Rejiminin müxtəlif funksiyalarından məqsədəuyğun istifadə etmək avadanlığın dayanma müddətini effektiv şəkildə azalda bilər və istehsalat səmərəliliyini əhəmiyyətli dərəcədə artırar. İstifadə zamanı suallarınız varsa və ya peşəkar texniki dəstəyə ehtiyacınız varsa, hər zaman müvafiq texniki komandaya müraciət edə bilərsiniz; eyni zamanda avadanlığın optimallaşdırılması üçün daha çox praktik bacarıqları öyrənmək və pres-brakın istehsalat tətbiqi dəyərini daha da artırmaq üçün müvafiq dəstək sənədlərinə də müraciət edə bilərsiniz.

