Əsas biliklər buraxma formaları haqqında
1. Üst qablaşdırma matritsası
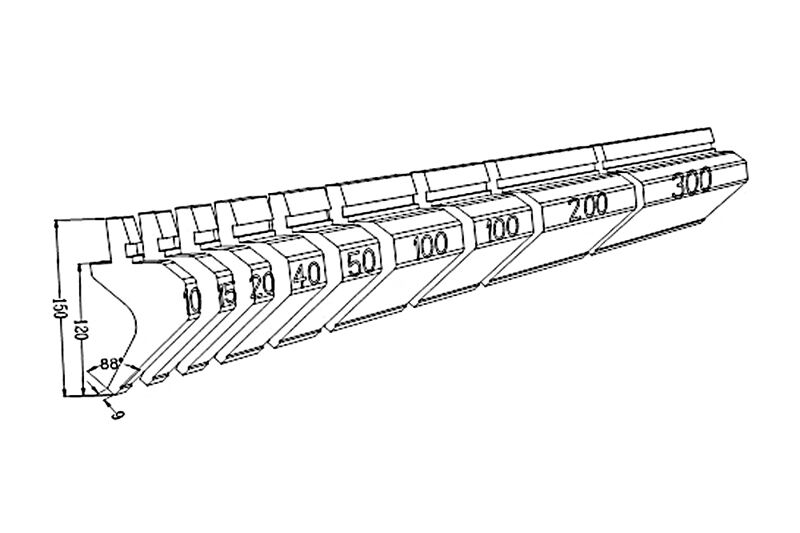
Üst matritsa, qırmalı bıçığı da adlandırılır. Bu, iki növəyə bölünür: bütöv və bölünmüş. Bütöv üst matritsanın uzunluğu 415mm və 835mm-dir. Bölünmüş növün uzunluğu isə 10, 15, 20, 40, 50, 100 (sol qulaq), 100 (sağ qulaq), 200, 300 (mm); bölünmüş matritsa fərqli qablaşdırma uzunluqlarına birleştirilə bilər.
Üst matritsa, dörddən növəyə bölünür: düz bıçak, əyri bıçak, yarım dairevi bıçak və xüsusi bıçak.
(1) Doğru bıçakların növü və işləmə xüsusiyyətləri
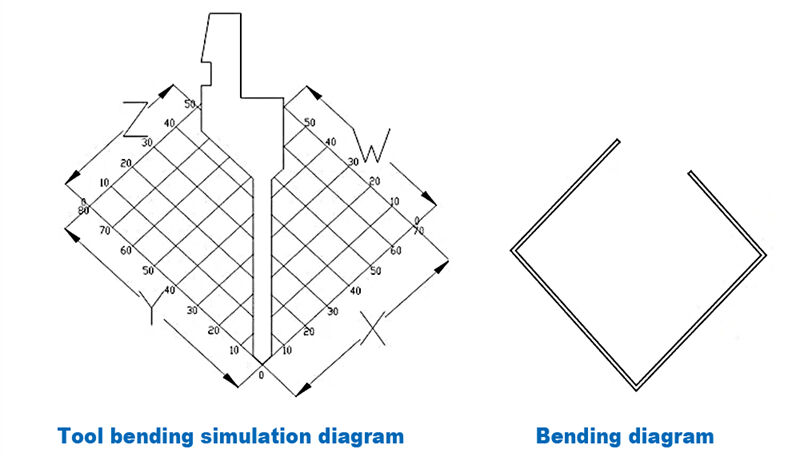
Simmetrik məhsullar üçün əla yaradır, ildiz və arxa istiqamətlərini daşınmaq olar, alət kalinliyi 6mm-dir, beləliklə, bükülən açı 6mm-qədər kiçik ola bilər.
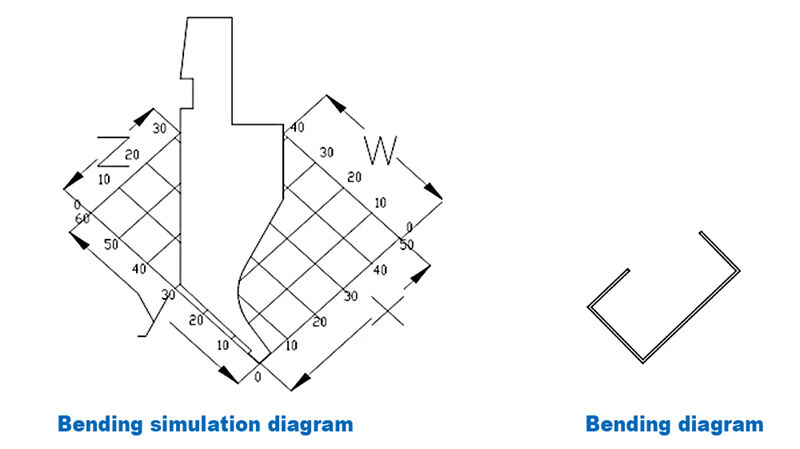
Alət büküm simulyasiyasından göründüyü kimi, ildiz və arxa istiqamətlərini daşınmaq olar, lakin Z və W uzunluqları X və Y-dən kiçikdir. Bu alətin ucu açısı 88 dərəcədir və ucaq R açısı 0.2-dir. Əlavə olaraq, uc açıları 30 və 45 dərəcə olan alətlər çox istifadə olunur.
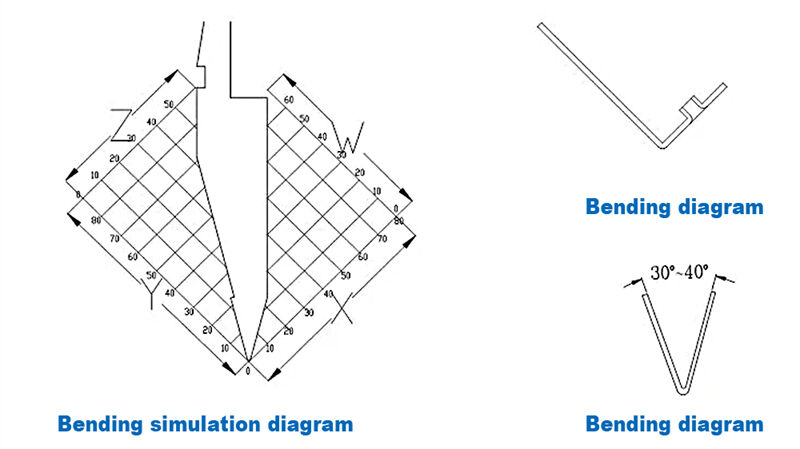
Ucaq açısı 30 dərəcədir və ucaq R açısı 0.67-dir, beləliklə, bükülən açı 30-180 dərəcə arasında ola bilər. Alətin ucaq açısı kiçik olduğundan, onu yarpaq boşluqlarını və ya şroudi daşımaq üçün istifadə edə bilərsiniz. Onu da derin daxil olmaq forması kimi istifadə edə bilərsiniz və alət ildiz və arxa istiqamətlərini daşınmaq olar.
(2) Qabarıq bıçakların növləri və işləmə xüsusiyyətləri
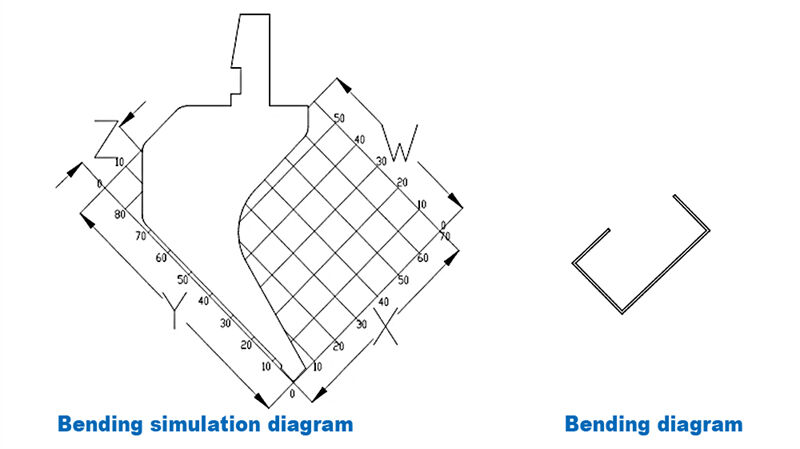
Əyirilmə prosesində, alə əsasən W istiqamətindəki qarşılıqlaşımı istifadə edir. X>15MM olduqda, qarşılıqlaşımın etkisi daxil-daxil azalır. Y>30 olduqda, əyirilmə şərtləri ödənilir, əks halda çəkilçinin arxa hissəsinə toxunacaq. Bu növ alələr ümumiyyətlə kiçik əyri çəkilçilər kimi tanınır.
Əyirilmə prosesində, alə əsasən W istiqamətindəki qarşılıqlaşımı istifadə edir. X>25MM olduqda, qarşılıqlaşımın etkisi daxil-daxil azalır. Y>75 olduqda, əyirilmə şərtləri ödənilir, əks halda çəkilçinin arxa hissəsinə toxunacaq. Bu növ alələr ümumiyyətlə böyük əyri çəkilçilər kimi tanınır.
(3) Qovşağı kesici cürələrin növləri və işləmə xüsusiyyətləri
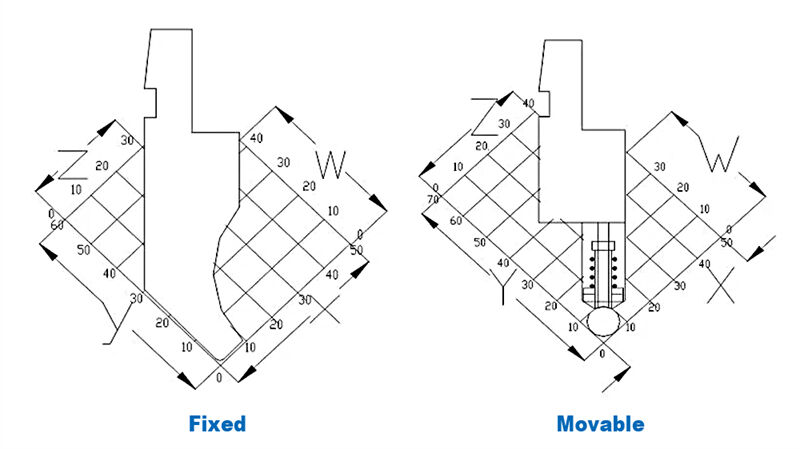
Ərc kəsici lər sabit və hərəkət edən növələrə bölünür. Ərc kəsicilər yuvarlaqların əvəz olunması ilə fərqli ərc qovma işləmə şərtlərini ödəyir. Sabit ərc kəsici nin X ölçüsü >10MM olarsa, bunun bir kiçik ərc kəsici ilə eyni qarışıq effekti var. Aşağıdakı v-formulu standart seçimi ərçin + iki plastrın kəncəlikləri ilə edilir.
(4) Xüsusi alətlərin növləri və işləmə xarakteristikləri
Katlama makinəsinin xüsusi alətləri katlama üçün səviyyə azaltıcılar, düzəltməli və bəzi xüsusi formaslı üstü Katlama alətlərini əhatə edir.
a: Mavjud səviyyə azaltıcılar 415mm və 835mm uzunluğunda iki növə bölünür. Segmentlərin ölçüləri alət segmentlərinin ölçüləri ilə eynidir. Forma sxemlərinin ölçüləri ilə formalaşdırılır. Ancaq plastrın kəncəliyi daha qalın olduqda, məsələn T=2.0, ciddi daxili çöküntülər və möcüzənin özündəki limitlər nəzərə alınarsa, formalaşdırma çətin ola bilər.

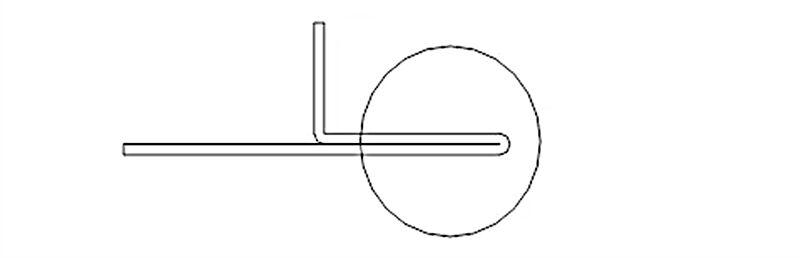
b: Düzleştirmə qabının üst hissəsi düz qabıdır və alt hissəsi adi əyilənmiş alt qab ilə əvəz edilə bilər, lakin V çukuru istifadə edilməməlidir. Əsasən ölü kenarın düzləşdirilməsi və şurublu məscərlərinin dövləndirilməsi kimi işləmə üsulları üçün istifadə olunur.
2. Əyilənmiş alt qab
Katlama məşininin alt forması əyilənmiş alt formadan, daxil edilməlisindən, düzləşdirilmiş alt formadan və s. ibarətdir.
(1) Əyilənmiş alt formalar
Katlama məşininin əyilənmiş alt formasının seçimi əsasən işlənən məhsulun platinasisi üzərə aparılır. Hal-hazırda Yixin Şirkəti tərəfindən alt forma seçim standartı 6T-dir və yerli əməliyyatlarda bu standartdan istifadə edilir, xüsusi hallarla buna görə dəyişdirmə olmaması şərtidir. İşləmə limitləri səbəbindən böyük V və ya kiçik V çukuru işlənməsində lazımdırsa, əyilənma əmsalına uyğun olaraq dəyişiklik etmək lazımdır.
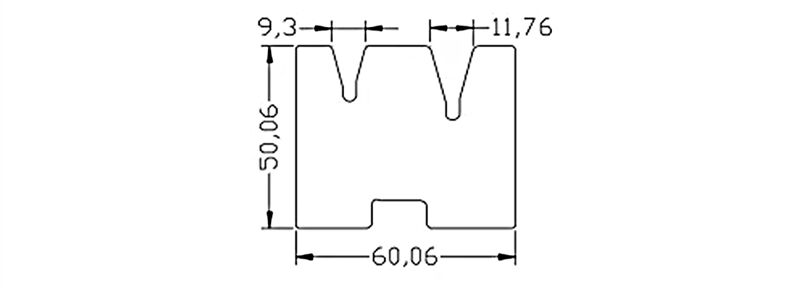
Şablon analizi: Şəkil, tipik bir növ aşağı şablonu göstərir. V qovşağı növləri əsasən 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V və bəziləri xüsusi böyük V qovşağı bükülmə alətlərini əhatə edir. Bu növ bükülmə aşağı şablonu əsasən hündürliyinə görə 46 yüksək və 26 yüksək olaraq bölünür.
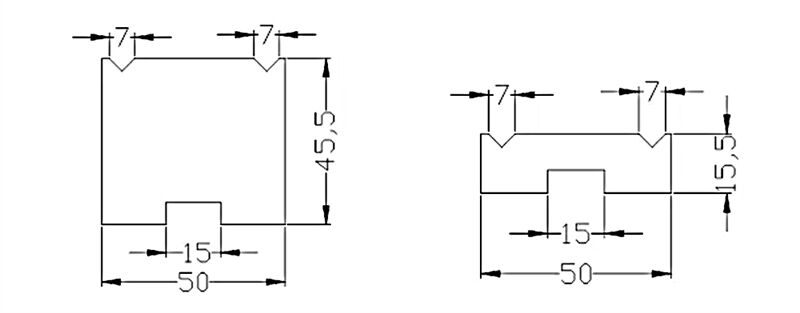
(2) Daxil olma derinliyi aşağı şablonu
Şablon analizi: Şəkil, daxil olma derinliyi aşağı şablonlarının birini göstərir. V qovşağı növləri əsasən 4V, 6V, 8V, 12 və bəziləri xüsusi daxil olma derinliyi aşağı şablonlarını əhatə edir. Bu, 30-180 dərəcə arasında istənilən bucağı bükərkən və daxil etmək üçün uyğundur.