















































Wat Kan U Verstel in die DELEM DA-66T-instellingsmodus?
Tabel van inhoud
• Inleiding tot die Instellingsmodus van die Beheerstelsel
• Parameteropsies
• Programmeringsmateriale met hul eienskappe
• Terugset/Herstelfunksies
Produkterugset
Produkherstel
Gereedskapsterugset
Gereedskapherstel
Back-up en Herstel vir Tabelle en Instellings
• Gids navigasie
• Programinstellings
• Standaardwaarde-instellings
• Berekeningsinstellings
• Produksie-instellings
• Produksietyd-berekening
• Tydinstellings
• Gereelde Vrae (FAQ)
• Gevolgtrekking
Wanneer u die DELEM DA-66T-beheerstelsel bedryf, is dit noodsaaklik om ’n diepgaande begrip van die verskeie verstelbare funksies in sy Instellingsmodus te hê om die prestasie en bedryfsdoeltreffendheid van die persbreek te verbeter. Indien u nuuskierig is oor die gepersonaliseerde konfigurasies wat in hierdie Instellingsmodus beskikbaar is, sal hierdie artikel die kernverstellingpunte noukeurig uiteensit om u te help om die persbreekparameters akkuraat te optimaliseer en produksiedoeltreffendheid tot ’n maksimum te bring.
Inleiding tot die Instellingsmodus van die beheerstelsel
Deur op die "Instellings"-knoppie in die navigasiebalke te tik, skakel u die beheerstelsel na die Instellingsmodus. Alle funksies in hierdie modus is logies in verskillende oortjies gekategoriseer, en die spesifieke instellings van elke oortjie sal later een vir een uiteengesit word.
Die DELEM DA-66T-instellingsmodus dien as ’n omvattende beheerhub, wat operateurs in staat stel om verskeie masjienparameters vrylik te konfigureer om aan uiteenlopende bedryfsvereistes aan te pas, terwyl dit terselfdertyd verseker dat die buigakkuraatheid altyd op ’n ideale vlak gehandhaaf word. Dit is ’n kernfunksionele module wat produksiestabiliteit waarborg.
Parameteropsies
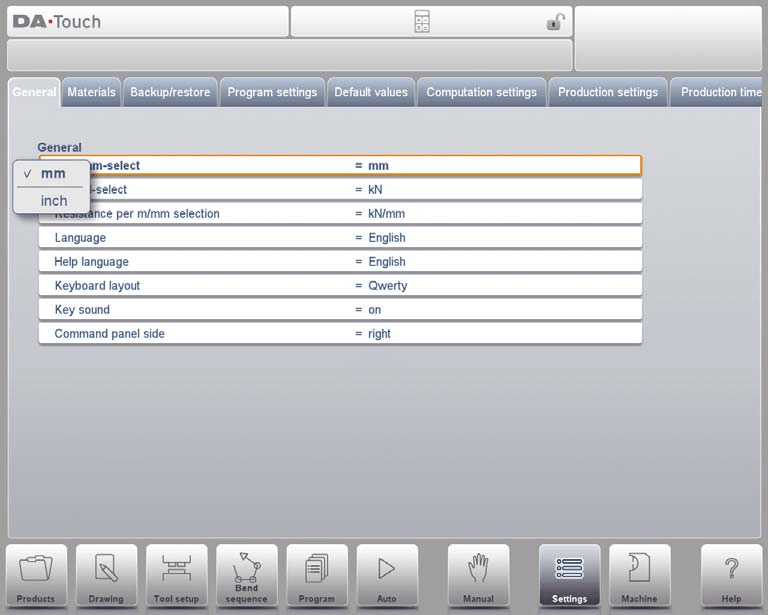
Nadat u die vereiste oortjie gekies het, klik u op die parameter wat aangepas moet word om aanpassings te maak. Indien die parameter ’n numeriese of alfanumeriese tipe is, sal die stelsel outomaties ’n sleutelbord vir u wys om die teikenwaarde in te voer. Die spesifieke verstelbare opsies is soos volg:
• Duim/mm-kies: Skakel maklik tussen meetstelsels om aan projekvereistes te voldoen.
• Ton/kN-kies: Kies die kragmeeteenheid wat die beste by die bedryfspesifikasies pas om datanoukeurigheid te verseker.
• Weerstand per m/mm-kies: Pas weerstandsparameters volgens die eienskappe van die verwerkingsmateriaal en prosesvereistes aan.
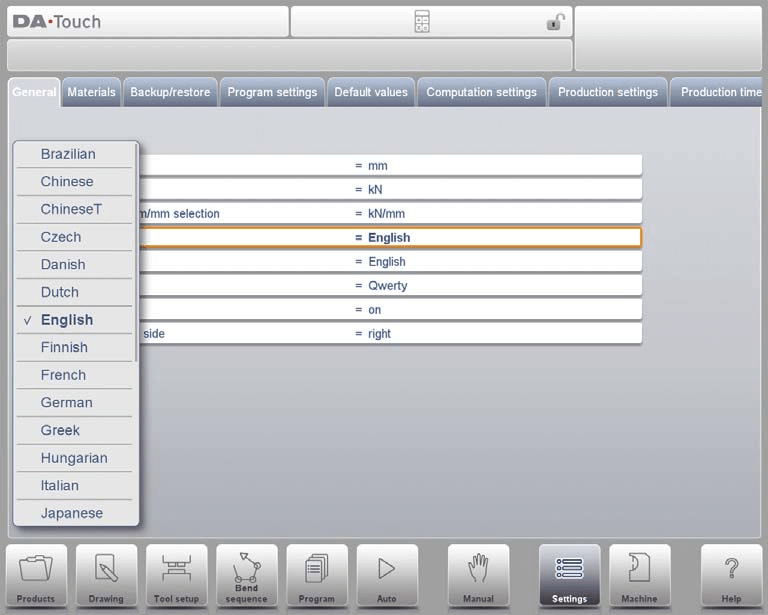
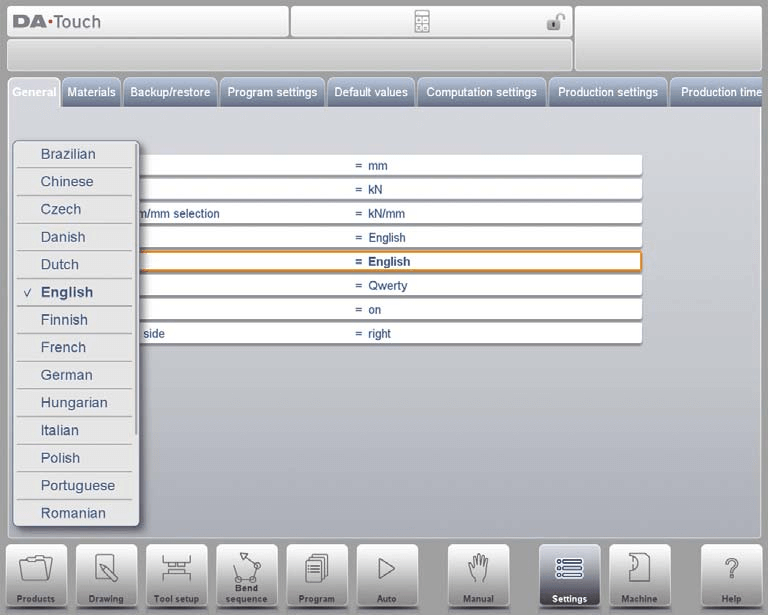
• Taal: Kies die verkose taal vir die bedieningskoppelvlak om bedieningsgerief te verbeter.
• Help-taal: Stel die vertoonstaal van die hulpdokumentasie in om samewerking tussen internasionale spanne te ondersteun.
• Sleutelbordopset: Pas die sleutelbordopset aan om dit aan u bedieningsgewoontes aan te pas en insetdoeltreffendheid te verbeter.
• Sleutelklank: Skakel sleutelklanke aan of af om ouditiewe terugvoering tydens bediening te verskaf.
• Bevelpaneelkant: Pas vertooninstellings aan om die toeganklikheid van die beheerpaneel te optimaliseer.
Programmeringsmateriale met hul eienskappe
Op hierdie oortjie kan materiale en hul eienskappe geprogrammeer word. U kan bestaande materiale redigeer, nuwe materiale byvoeg of oortollige materiale verwyder. Die beheerstelsel kan parameters vir tot 99 materiale voorinstel.
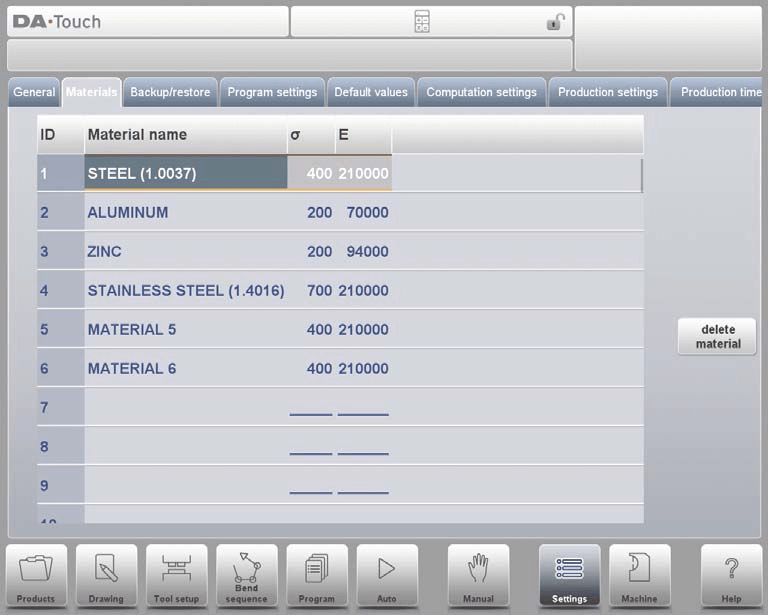
Elke materiaal sluit drie kern-eienskappe in wat besigtig en gewysig kan word:
• Materiaalnaam: Identifiseer duidelik die tipe materiaal om ’n duidelike etiket vir die verwerkingsvloei te verskaf.
• Treksterkte: Voer akkurate treksterkte waardes in, wat sleutelparameters is om die akkuraatheid van buigbewerkings te verseker.
• Elastisiteitsmodulus (E-modulus): Spesifiseer die elastisiteitsmodulus van die materiaal om te verseker dat die masjien se hantering van die materiaal voldoen aan die fisiese eienskapsvereistes.
Materiale word aanvanklik gerangskik volgens materiaalnummer (ID). Deur op die kolomkop te klik, kan u sorteer volgens enige eienskap in stygende of dalende volgorde. Om 'n bestaande materiaal aan te pas, kies net die teikenmateriaal en wysig die parameters direk; om 'n materiaal te verwyder, kies die ooreenstemmende ry en gebruik die "Verwyder Materiaal"-funksie; om 'n nuwe materiaal by te voeg, kies 'n leë ry en voer die relevante eienskapparameters in om die programmering te voltooi.
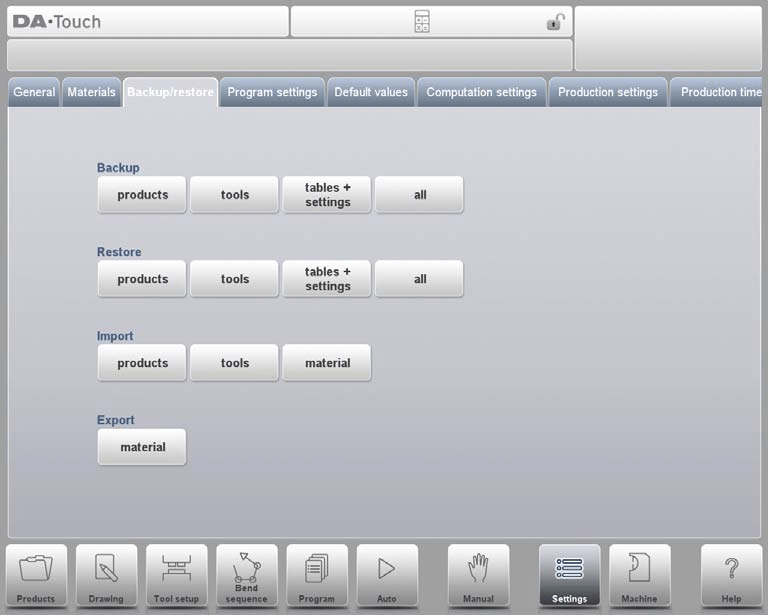
Terugvoer-/Herstelfunksies
Die DELEM DA-66T-instellingsmodus bied omvattende rugsteun- en herstelfunksies, wat die rugsteun en herstel van produk-, gereedskap-, instelling- en tabeldata ondersteun. Dit is ook toepaslik vir die invoer van produk- en gereedskapdata vanaf ouer beheermodelle.
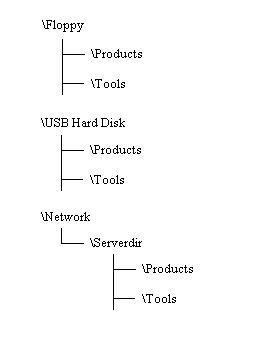
Die rugsteun- en herstelprosesse vir gereedskap en produkte is konsekwent en van toepassing op alle rugsteunmedia (soos netwerkstoorruimte, USB-flashdrywe, ens.). Die rugsteunlêergids bestaan uit 'n stoorapparaat (USB-flashdryf, netwerk) en 'n spesifieke lêergids. U kan volgens die gekoppelde toestelle buigsamlik kies. Indien nodig, kan u 'n teikenlêergids skep of spesifiseer, en die rugsteunstoorpaaie vir produkte en gereedskap kan onafhanklik ingestel word.
Produkterugset
Kies "Produkte" vanaf die hoofkieslys "Rugsteun" om die produkprogramrugsteunproses te begin.

Nadat u die aanvanklike rugsteunlêergids ingestel het, sal u die produk-rugsteunkoppelvlak betree. Die kernfunksies is soos volg:
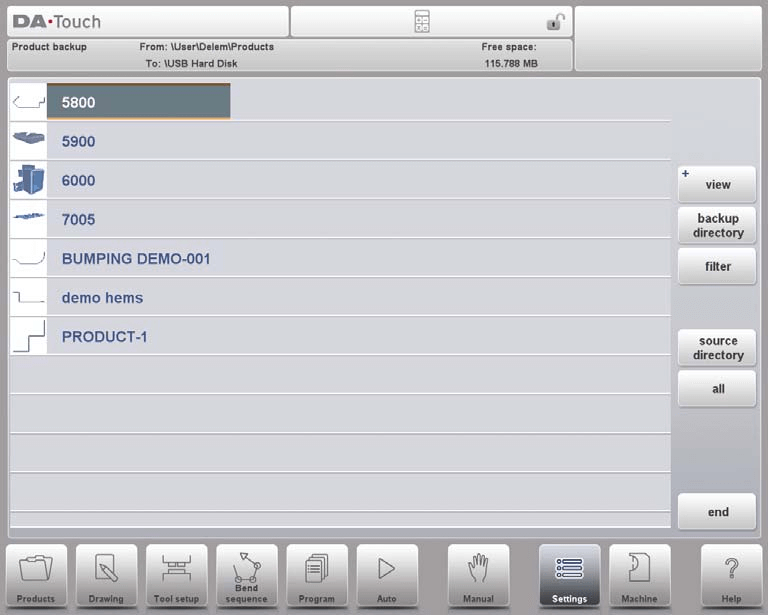
• Huidige Liggingvertoning: Die huidige bronlêerpad en die rugsteun-doelwitpad word duidelik bo-aan die koppelvlak vertoon.
• Enkelproduk-rugsteun: Klik om die teikenproduk te kies, en die stelsel sal 'n rugsteunmerker vertoon om die bewerking te bevestig; indien 'n lêer met dieselfde naam reeds in die rugsteunpad bestaan, sal 'n kennisgewing verskyn wat vra of dit vervang moet word.
• Grootte-rugsteun van alle produkte: Gebruik die "Alles"-opsie om die grootte-rugsteun van alle produkte met een klik te voltooi.
• Gidsverandering: Pas die bronlêerpad waarin die produk geleë is, aan deur middel van "Brongids", en kies die stoorplek van die rugsteunlêer deur middel van "Rugsteungids" om vinnige navigasie na die teikenlêergids te vergemaklik.
Produkherstel
Kies "Produkte" uit die hoofkieslys "Herstel".

Nadat u die aanvanklike herstelgids ingestel het, sal u die produkherstelkoppelvlak betree. Die bewerkingsproses is soos volg:
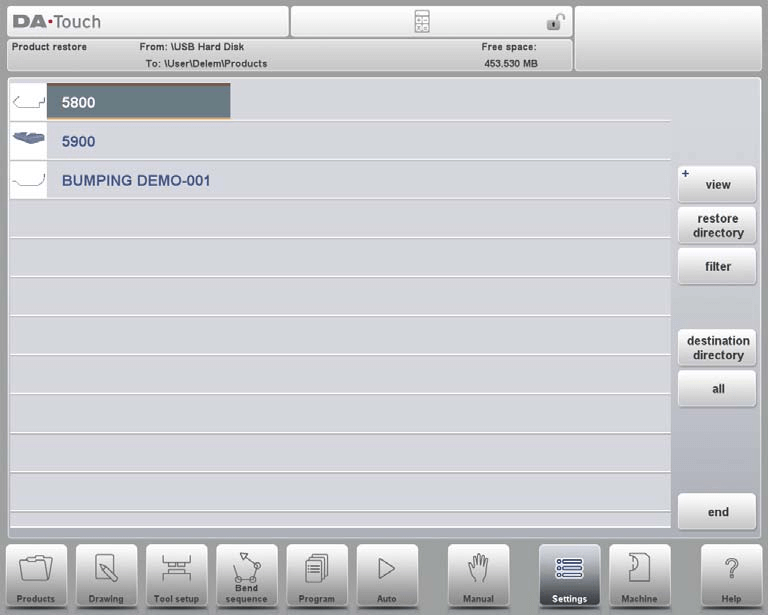
• Produktonderhou en -keuse: In lyn met die bedryfslogika van die Produkmodus, kan u gerieflik deur die produkte in die gekiesde gids blader en die lêers wat herstel moet word, kies. Die huidige bronpad en teikenpad vir die herstel word bo-op die koppelvlak vertoon.
• Herstelbevestiging: Klik om die produk wat herstel moet word, te kies. Indien 'n lêer met dieselfde naam reeds in die teikenpad bestaan, sal die stelsel 'n bevestigingsboodskap wys om te vra of dit vervang moet word.
• Gidsaanpassing: Wysig die bronpad van die herstellêer deur middel van "Herstelgids", en spesifiseer die stoorplek nadat die lêer herstel is, deur middel van "Bestemmingsgids".
Kortliks bied die DELEM DA-66T-instellingsmodus doeltreffende en gerieflike gereedskap vir produkdata-bestuur en -herstel, en verseker sodoende die sekuriteit van vervaardigingsdata.
Gereedskapsterugset
Kies "Gereedskap" uit die hoofkieslys "Agteruplaai".
Nadat u die aanvanklike rugsteun-gids ingestel het, sal u die werktuigrugsteun-koppelvlak betree. Hierdie funksie kan die werktuie in die beheerstelsel (insluitend stansels, matrikse of masjienvormparameters) rugsteun, en die bedryfsproses is dieselfde as dié van produk-rugsteun.

Gereedskapherstel
Die bedryfsproses van werktuigherstel is presies dieselfde as dié van produkherstel, en volg dieselfde gidsinstelling, lêerkeuse en bevestigingslogika om die vinnige herstel van werktuigdata te verseker.
Back-up en Herstel vir Tabelle en Instellings
Deur die "Rugsteun/Herstel"-oortjie kan u gebruikersspesifieke instellings en tabeldata bestuur, met dieselfde bedryfslogika as die rugsteun/herstel van produkte en werktuie. Daaronder kan die "Alles"-funksie outomaties die volledige stel rugsteun- of herstelbewerkings vir produkte, werktuie, tabelle en instellings in volgorde voltooi, wat die groepdata-bestuurproses vereenvoudig.
Gidsnavigasie
Wanneer die "Agterup-bediener"-funksie gebruik word, sal die stelsel 'n lys van beskikbare agterup-bediensers wys. In die gidsblad- navigasie-venster kan die volgende bewerkings uitgevoer word:
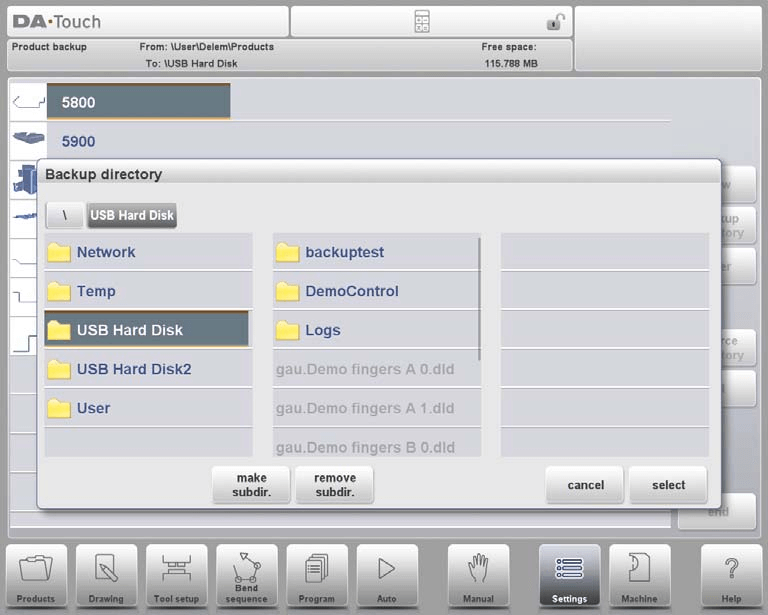
• Hiërargiese navigasie: Klik op die puntikoon om subbediensers te ontvou, en keer terug na die boonste vlak-bediening deur op "OUER" te klik; klik op "Kies" om die huidige bediening te bevestig.
• Toestelwisseling: Klik herhaaldelik op "OUER" totdat u by die boonste vlak-bediening kom om ander stoortoestelle en die ooreenstemmende subbediensers te kies; vir netwerk-verbonde toestelle moet u eers "Netwerk" kies, gevolg deur die teiken-netwerkvolume, volgens dieselfde bewerkingslogika as ander toestelle.
• Bedieningsbestuur: Skep 'n nuwe lêergids deur op "Maak Subgids." te klik, en verwyder oortollige gidses deur op "Verwyder Subgids." te klik; klik op die naam van die subgids om daardie gids in te gaan, en bevestig ten slotte die teikenbediening deur op "Kies" te klik.
Programinstellings
Redelike konfigurasie van verskeie parameters in Programinstellings kan buigakkuraatheid aansienlik verbeter. Die spesifieke verstelbare opsies is soos volg:
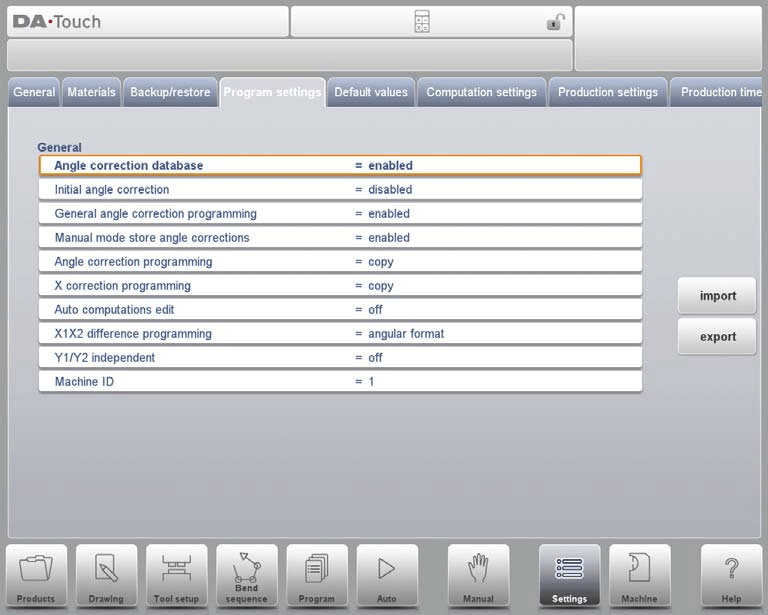
• Hoekkorreksiedatabasis: Nadat dit geaktiveer is, kan 'n toegewyde databasis vir hoekkorreksie gestel word om buigakkuraatheid voortdurend te optimaliseer.
• Aanvanklike hoekkorreksie: Stel aanvanklike hoekkorreksieparameters volgens projekvereistes.
Gedeaktiveer: Aanvanklike hoekkorreksie kan nie geprogrammeer word nie.
Geaktiveer: Aanvanklike hoekkorreksie kan in al die korreksie-oorsigte geprogrammeer word.
• Algemene hoekkorreksieprogrammering: Pas globale hoekkorreksieparameters aan om bedryfskonsekwentheid te verseker.
Gedeaktiveer: Geen algemene hoekkorreksiefunksie nie.
Geaktiveer: Slegs G-korr. α1 (verstekinstelling).
α1 en α2: Ondersteun dubbele-parameterkorreksie van G-korr. α1 en G-korr. α2.
• Manuele modus: Stoor hoekkorreksiedata tydens handbedryf vir verwysing in daaropvolgende bedrywighede.
• Hoekkorreksie-programmering: Programmeer verfynde hoekkorreksieparameters vir komplekse ontwerpvereistes.
• X-korreksie-programmering: Fynstel X-as-korreksieparameters om buigakkuraatheid te verseker.
Kopieer: Stel outomaties sinchronies op CX2 wanneer CX1 gewysig word (verstekinstelling).
Delta: Behou die verskil tussen CX1 en CX2 onveranderd wanneer CX1 gewysig word.
Onafhanklik: CX1- en CX2-parameter kan onafhanklik gewysig word.
• Outomatiese berekeningsredigering: Outomatiseer die berekeningsproses om handbedryfsfoute te verminder, wat ook die waardes van ander verwante parameters kan beïnvloed.
• X1/X2-verskilprogrammering: Definieer die programmeringsverskil tussen X1 en X2 soos benodig. Indien die masjien met twee onafhanklike X-asse (X1 en X2) toegerus is en die OP-W-X@-opsie geïnstalleer is, kan die waardes van X1 en X2 volgens die hoekeverwantskap geprogrammeer word.
• Y1/Y2-onafhanklik: Konfigureer die onafhanklike bedryfsparameters van die Y-as om bedryfsbuigbaarheid te verbeter.
Af: Enkel Y-as-programmeringsmodus (verstekinstelling).
Aan: Die Y1- en Y2-parameter kan onafhanklik programmeer word.
• Masjien-ID: Die verstekwaarde is 1, wat volgens die werklike toestelkonfigurasie aangepas kan word.
Verstekwaarde-instellings
Verstekwaarde-instellings verseker dat die masjien vinnig na die bedryfsstatus kan oorgaan nadat dit aangeskakel is, wat herhaalde handmatige aanpassings verminder. Die spesifieke parameters wat gekonfigureer kan word, is soos volg:
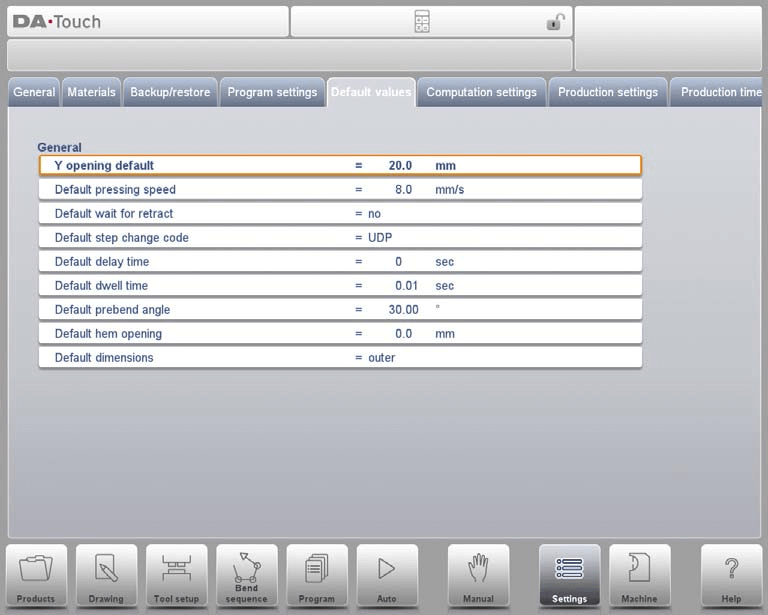
1. Verstek Y-opening: Stel die Y-as-openingsgrootte tydens programinisialisering.
2. Verstek persspoed: Voorinstel van die aanvanklike persspoed vir nuwe programme.
3. Verstek wag vir terugtrekking: Konfigureer die aanvanklike status van die "Wag vir terugtrekking"-parameter, wat die bedryfslogika van die buigprogram beïnvloed. Die verstekinstelling is "Ja".
4. Verstek stapwisselkode: Stel die aanvanklike kode vir stapwissels in die buigprogram, met "UDP" as verstek.
5. Verstekvertragings tyd: Pas die wagtyd van die X-as tydens stapveranderings aan. Die verstekwaarde is 0, wat volgens die materiaalverwerkingvereistes uitgebrei kan word.
6. Verstekverblyftyd: Vooraf instel van die aanvanklike verblyftyd tydens die buigproses.
7. Verstekvoorbuighoek: Definieer die aanvanklike voorbuighoek van grafiese produkte.
8. Verstekrandopening: Stel die aanvanklike openingafstand vir balkposisionering in randvouoperasies. Die verstekwaarde is 0,00 mm (d.w.s. geen gaping tussen flenke nie).
9. Verstekafmetings: Vooraf instel van die afmetingsverwysing (buites- of binne-afmetings) van die grafiese produktekening, wat direk invloed het op die berekeningslogika van die "Afmetings (D1)"-parameter.
Deur die bogenoemde verstekparameters aan te pas, kan die masjienopstartkonfigurasie volgens spesifieke vervaardigingsbehoeftes aangepas word om bedryfsdoeltreffendheid te verbeter.
Berekeningsinstellings
In die DELEM DA-66T-instellingsmodus kan die volgende parameters aangepas word om die berekeningslogika wat verband hou met buigtoelaatbaarheid te wysig, wat die akkuraatheid van buigwerk verdere verseker:
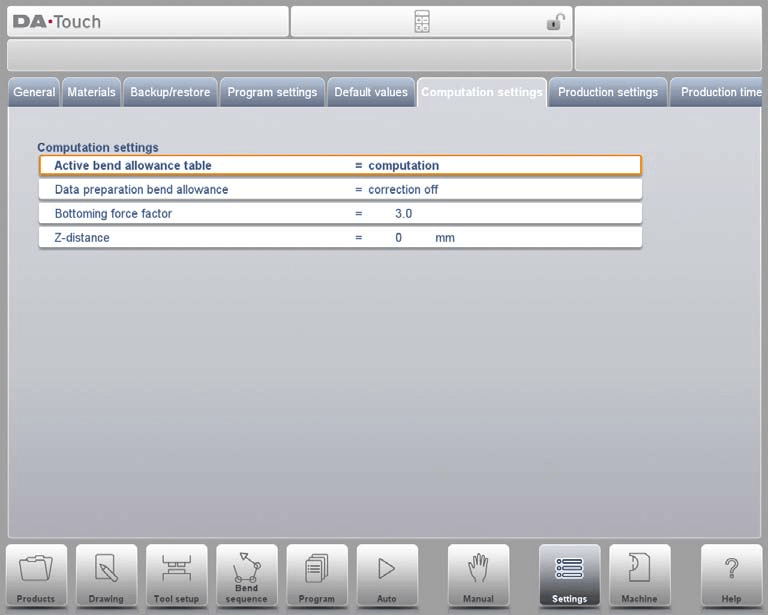
Aktiewe buigtoelaatbaarheidstabel
• Berekeningsmodus: Gebruik die standaardformule van die beheerstelsel om die buigtoelaatbaarheid outomaties te bereken.
• Tabelmodus: Indien ’n buigtoelaatbaarheidstabel reeds geïmporteer is, kan korreksies gebaseer op vooraf ingestelde waardes aangebring word.
Buigtoelaatbaarheidkorreksie
• Korreksie af: Geen buigtoelaatbaarheid word tydens numeriese programmering bygevoeg nie.
• Korreksie aan: Die buigtoelaatbaarheid sal in die berekening tydens produkprogrammering (in Programmodus) ingesluit word. Die stelsel sal outomaties assekorreksieparameters bereken en stoor, wat in Produksiemodus (Outomodus) besigtig en aangepas kan word.
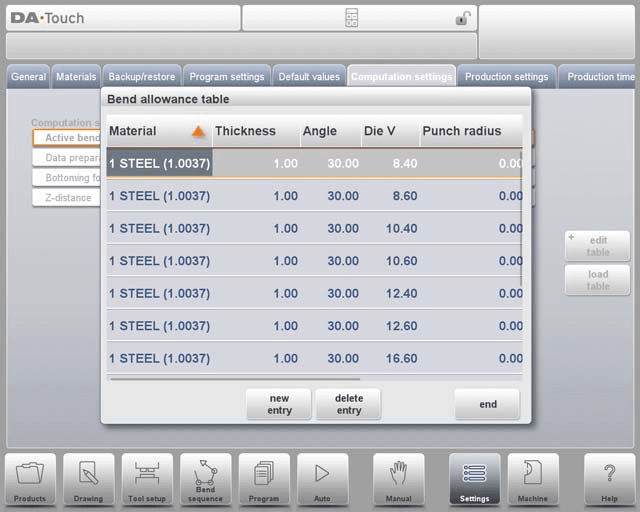
In die Berekeningsinstellingskoppelvlak kan verskeie parameters in 'n tabelvorm aangepas word: kies die teikenvel, voer die nuwe waarde in en druk op die Enter-sleutel om die wysiging te voltooi. Dit moet daarop gewys word dat die tabel slegs bewerk kan word nadat dit in die beheerstelsel gelaai is, en dat nuwe tabelle tans nie deur hierdie koppelvlak geskep kan word nie.
Om 'n bestaande buigtoelaatbaarheidstabel te laai, kan u na die teikenlêerpad navigeer deur die "Laai Tabel"-funksie te gebruik. Vir besonderhede oor die buigtoelaatbaarheidstabel, raadpleeg asseblief die amptelike DELEM-handleiding.
Kernverstelbare Parameters
1. Bodemkragfaktor: Pas die vermenigvuldiger van die krag wat vir lugbuiging benodig word, aan om die teikenbodemkrag te bereik.
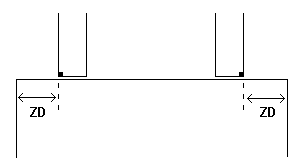
2. Z-afstand: Stel die afstand tussen die rand van die vinger en die hoek van die plaat vas. Indien dit met 'n outomatiese Z-as toegerus is, sal die stelsel outomaties die vingerposisie volgens die posisie van die plaastrand bereken.
Produksie-instellings
In die DELEM DA-66T-instellingsmodus kan operateurs die volgende parameters vrylik aanpas om die buigproses te optimaliseer, terwyl doeltreffendheid en veiligheid gebalanseer word:
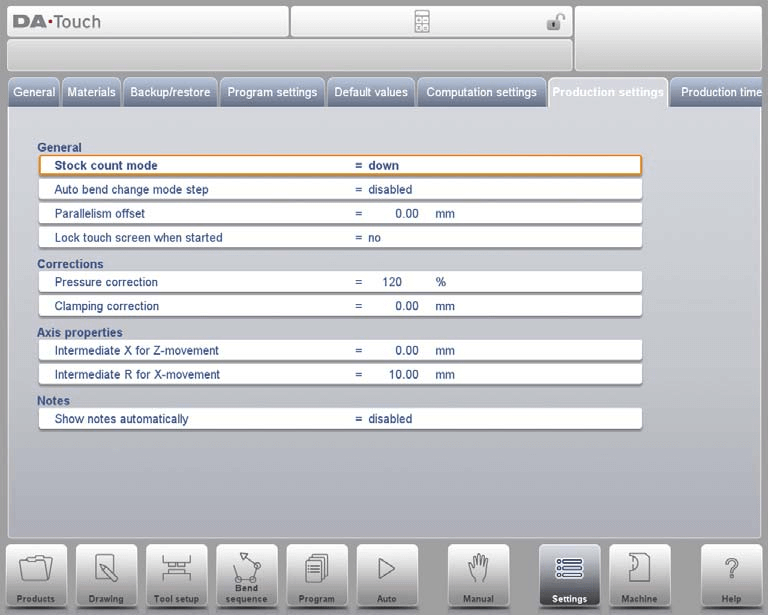
1. Voorraadtellingmodus: Konfigureer die telrigting van die voorraadteller (toenemend of afnemend). Afnemende telling is geskik vir die voltooiing van vooraf ingestelde produksiekwotas, terwyl toenemende telling die werklike monitering van die produksievoortgang vergemaklik.
2. Outomatiese Buigwisselmodusstap: Nadat die Stapmodus geaktiveer is, druk op die beginknoppie en die stelsel sal outomaties die volgende stel buigparameters laai om deurlopende bedryf te bewerkstellig.
3. Parallelismeverskuiwing: Stel die parallelismewaarde van die Y-as-slag in. Hierdie waarde tree onder die klemspunt in werking en word by die Y2-parameter bygevoeg om buigparallelisme te verseker.
4. Sluit die aanraakskerm toe wanneer dit begin: Nadat dit geaktiveer is, word die aanraakskerm toegevou wanneer die beheerder besig is om veranderinge aan parameters wat deur misbediening veroorsaak word, te voorkom.
5. Drukkorreksie: Pas die persentasie van die berekende druk van die drukklep aan om akkurate druktoepassing te verseker.
6. Klemkorreksie: Kalibreer die klemposisie van die balk om te verseker dat die plaat stewig vasgehou word. 'n Positiewe waarde dui op 'n dieper klemposisie, en 'n negatiewe waarde dui op 'n hoër klemposisie.
7. Standaard ondersteuningstempo vir onderdeel na buiging: Stel die terugkeertempo van die onderdeelondesteuning na buiging (uitgedruk as 'n persentasie van die maksimum spoed) in; hierdie instelling is slegs beskikbaar wanneer die masjien met 'n onderdeelondesteuningsfunksie toegerus is.
8. Ekstra hoek vir onderdeelondesteuning: Voeg 'n addisionele hoek by die onderdeelondesteuningsenheid tydens ontspanning; van toepassing op stelsels wat met 'n onderdeelondesteuningsfunksie toegerus is.
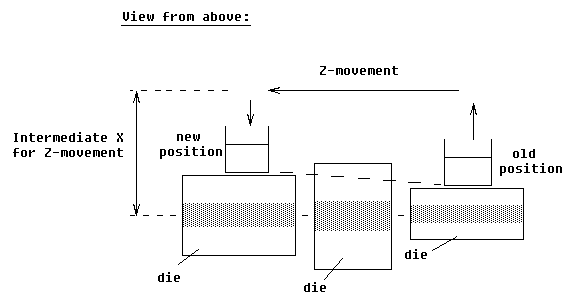
9. Tussentydse X vir Z-beweging: Definieer die veilige posisie van die X-as tydens Z-asbeweging om botsings met vorms van verskillende groottes te voorkom.
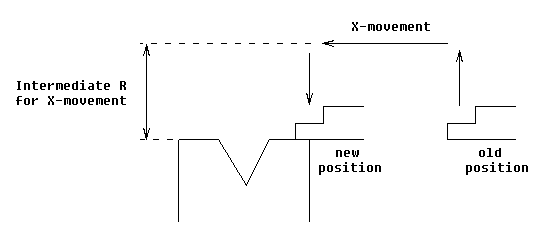
10. Intermediêre R vir X-beweging: Stel die intermediêre posisie van die R-as tydens X-as beweging om beweging binne die veilige sone van die vorm te verseker en botsings te voorkom.
11. Wys notas outomaties: In outomatiese modus, sal die stelsel outomaties die notas vir daardie voustap vertoon wanneer 'n nuwe voustap gekies word, wat die operateur se herkenning verbeter en bedryfskonsekwentheid verseker.
Deur die bogenoemde instellings kan die DELEM DA-66T beter aangepas word aan spesifieke vervaardigingsbehoeftes, wat 'n dubbele verbetering in doeltreffendheid en veiligheid bewerkstellig.
Produksietydberekening
In die DELEM DA-66T-instellingsmodus kan die volgende parameters gekonfigureer word om die berekening van die vervaardigingstyd vir die voureeks te optimaliseer, sodat die tydsberaming akkuraat ooreenstem met die werklike bedryfsproses:
Logika vir die berekening van vervaardigingstyd
Die berekening van die produsietyd hang hoofsaaklik af van die asposisioneringstempo en die produkhanteringstyd. Daarvan word die asposisioneringstempo deur die masjieninstellings bepaal, terwyl die hanteringstyd direk verband hou met die produkafmetings (veral lengte en wydte) — klein produkte het 'n hoër hanteringdoeltreffendheid, terwyl die omkeeroperasie van groot strookvormige produkte meer tyd vereis.
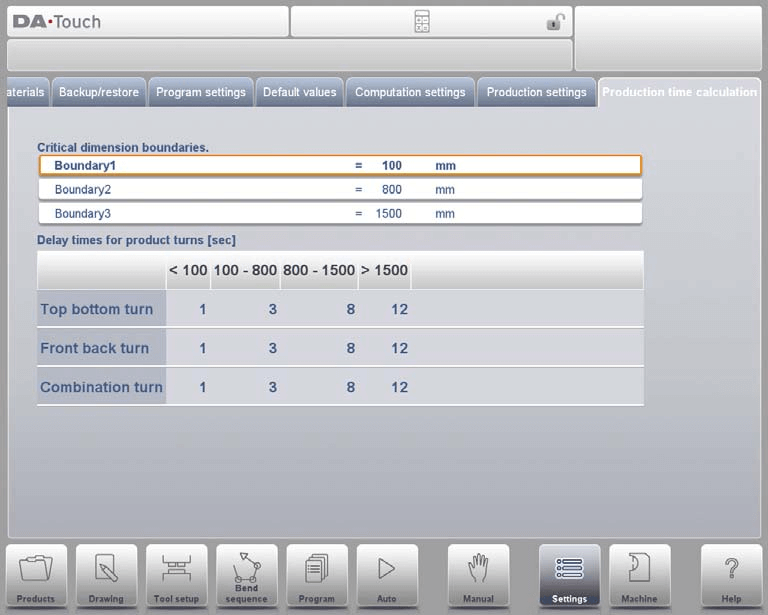
Omkeertydkonfigurasie
Die omkeertyd van produkte van verskillende groottes kan deur middel van 'n tabel ingestel word (eenheid: sekondes). Die tabel verdeel produk-lengtes in vier intervalle, en elke interval stem ooreen met vooraf ingestelde tye vir verskillende omkeertipes (bo-ontwerpomkeer, voor-agteromkeer, kombinasie-omkeer). Terselfdertyd kan drie lengtegrenswaardes (Grens 1, Grens 2, Grens 3) aangepas word om 'n akkurate aanpassing van omkeertye vir produkte van verskillende groottes te bewerkstellig.
Deur hierdie parameters aan te pas, kan die berekening van die vervaardigingstyd beter aansluit by die werklike bedryfssituasie en 'n betroubare grondslag vir die opstel van die vervaardigingsplan verskaf.
Tydinstellings
Die konfigurasie van 'n akkurate stelseltyd kan die volledige natrekbareheid van alle masjienbedryfsrekords waarborg en dit gesinchroniseer hou met die projektydlyn. Die spesifieke konfigureerbare opsies is soos volg:
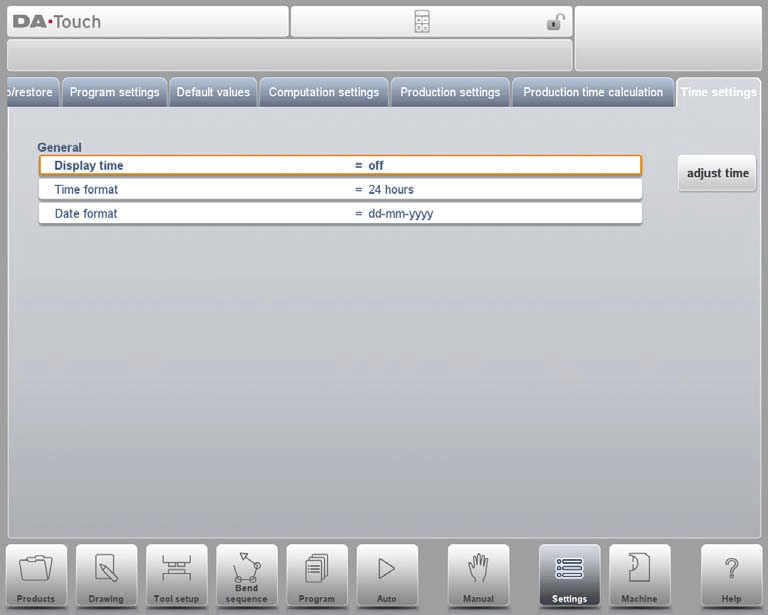
• Tydweergawe: Kies die tydweergawe-vorm van die titelbalk (datum en tyd wys, slegs tyd wys, geen tydweergawe nie).
• Tydformaat: Kies die tydweergawe-formaat (24-uurformaat of 12-uurformaat).
• Datumformaat: Kies die datumweergawe-formaat (dd-mm-jjjj, mm-dd-jjjj of jjjj-mm-dd).
• Tyd aanpas: Wysig die stelseldatum en -tyd handmatig. Hierdie operasie sal die datum en tyd van die Windows-bedryfstelsel gelyktydig opdateer.
Algemene vrae (VVK)
Kan die aanpassing van parameters in die DELEM DA-66T-instellingsmodus die masjienveiligheid beïnvloed?
Ja. Alle parameteraanpassings moet streng voldoen aan veiligheidsstandaarde en die vervaardiger se riglyne om veiligheidsongelukke wat deur onbevoegde parameterinstellings veroorsaak word, te voorkom en om te verseker dat die masjien altyd in 'n veilige bedryfsstatus bly.
Wat is die beste manier om die persbreek akkuraat te kalibreer?
Om akkurate kalibrering van die persbreek te bereik, moet u eers verseker dat die masjien horisontaal geplaas is; gebruik dan 'n digitale maatstok om die hoek van die buigmal te meet en pas dit volgens die kalibreringsstandaarde wat deur die vervaardiger verskaf word, aan.
Hoe dikwels moet onderhoud aan die persbreek uitgevoer word?
Gewone onderhoud word elke 500 ure van masjienbedryf aanbeveel, insluitend die inspeksie van die toestand van kernkomponente, die skoonmaak van die masjienoppervlak en die smeer van bewegende dele.
Gevolgtrekking
Opsommend is die vaardige bemeester van die bedryf en parameterinstellings van die DELEM DA-66T-instellingsmodus die kern van die optimalisering van die werkingseffektiwiteit van die persbreek. Deur sleutelinstellings soos asparameter, gereedskapsparameter en veiligheidsprotokolle redelik te konfigureer, kan nie net buigakkuraatheid en produksie-effektiwiteit verseker word nie, maar kan die dienslewe van die toestel ook doeltreffend uitgebrei word.
Om die prestasiepotensiaal van die DELEM DA-66T ten volle te benut, word dit aanbeveel dat u die verwante instellings gereeld hersien en opdateer volgens spesifieke vervaardigingsbehoeftes. Indien u enige vrae ondervind of verdere hulp tydens bedryf benodig, voel asseblief vry om kontak met ons tegniese span op te neem. Daarbenewens kan u na ons ander tegniese dokumente verwys om meer praktiese vaardighede vir toesteloptimalisering te verkry.

