















































Metodes vir presies aan te pas die buighoek van CNC-drukpersbreke
Afwykings in buighoek kan lei tot onkonsistente werksstukvorming en kwaliteitsprobleme. Die beheersing van die presiese afrigtingsmetodes van CNC-drukbreke is die sleutel om seker te stel dat ideaal resultate elke keer bereik word wanneer jy buig. Hierdie artikel sal in detail beskryf hoe om presiese beheer van die buighoek deur middel van sinkronisasieroodafrigting te verkry, om jou te help om verwerkingnaukeurigheid en werkdoeltreffendheid te verbeter.
Stappe vir buighoek afrigting
1. Verstaan die rol van die sinkronisasierood
Die sinkronisasierood is die kernkomponent van die CNC-drukbreker, verantwoordelik vir die versekering dat die silinders aan albei kante gelyktydig beweeg, wat daardeur lei dat parallelisme tydens die buigproses behou word. Enige afwyking sal direk die noukeurigheid van die buighoek beïnvloed.
2. Veiligheidsvoorbereiding
Skakel die mag van die drukbreker af en verseker dat die toerusting volledig ophou met werk.
Dra beskermende handskoene en brillette om veilige bedrywighede te verseker.
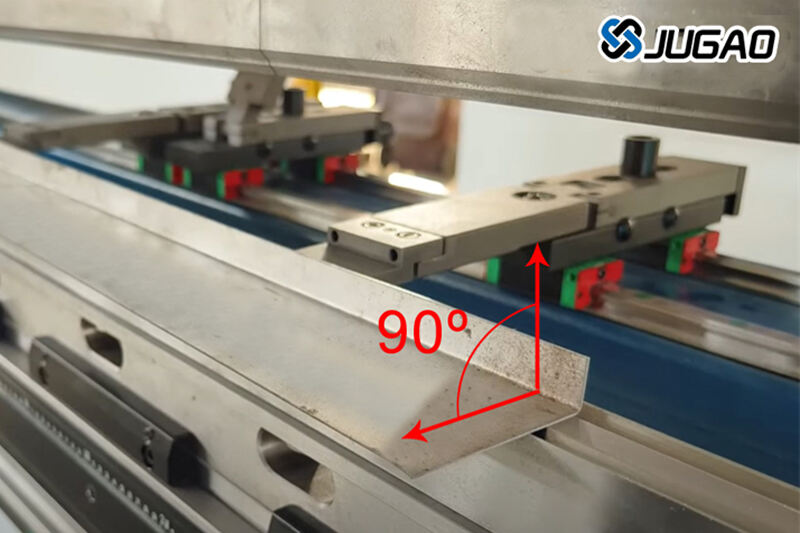
3. Meet die beginhoek
Plaas 'n toetsplaat onder elke silinder aan beide kante.
Voer twee buigings uit deur die dieselfde prosedure te gebruik en meet die buiginghoekes aan beide kante onderskeidelik.
Teken die verskil tussen die hoeke aan beide kante as 'n grondslag vir aanpassing.
Skematiese diagram van buiginghoekmeting
4. Pas die sinkronisasierood aan
Posisioneer die sinkronisasierood: Vind die aanpasingsposisie van die sinkronisasierood volgens die toerustingontwerp.
Verplaas die verbindingsmou: verplaas die seskantige verbindingsmou na die gespesifiseerde posisie Rotasie-aanpassing:

Deur die sinkronisasierood teenkloksgewys te draai, kan die buigdiepte verhoog word, wat daartoe lei dat die buighoek verminder word.
Normaalweg verander die buighoek ongeveer 1 graad per rotasie (neem as voorbeeld V16-sleuf en 1.8mm-plaat).

Verplaas die vergeselingsmou: Na aanpassing, verplaas die vergeselingsmou om seker te maak dat die sinkronisasierood stabiel is.

5. Toets en verifikasie
Gebruik skrootmateriaal vir toetsbuiging om te meet of die werklike hoek aan die vereistes voldoen.
As daar steeds afwyking is, herhaal die afrigtingsstappe totdat die teikenhoek bereik is.
6. Laaste inspeksie en onderhoud
Bevestig dat al die afrigtingsdele vasgemaak is om losmaak tydens bedryf te voorkom.
Kontroleer die status van die sinkronisasierood regelmatig om seker te maak dat die presiese hoek oor 'n lang tydperk behou word.
Voorbehoede
Wees geduldig en akkuraat by die instelling om oormatige draaiing wat oormatige hoekafwyking veroorsaak te vermy.
Verskillende plaatdiktes en sleuteltipe sal die instellingsinvloed beïnvloed, en aanpassende bedrywighede is nodig volgens werklike toestande.
Dit word aanbeveel om die parameters ná elke instelling te rekord om suksesvolle latere onderhoud en optimering te vergemaklik.
Deur die bostaande stappe kan jy effektief die probleem van onkonsistente buigshoeke oplos en produk-kwaliteit en produksie--effektiwiteit verbeter.
JUGAO CNC MACHINE se hoofprodukte sluit laser-snymasjiene, CNC-hidrauliese buigmascines, laser-weldmasjiene, sny-masjiene en buigmascines vir buise in, ens., wat gebruik word in bladmateriaalverwerking, kassieskaste, verligting, mobiele telefone, 3C, keukengereedskap, badkamers, outodelingsverwerking en metaalbedrywes. Welkom om aanlyn te raadpleeg om meer oor masjiene-informasie te leer.

