















































Sleutelstappe vir Gereedskapskonfigurasie van DELEM DA-66S
Tabel van inhoud
1. Inleiding
2. Basiese Konfigurasie-stappe
2.1 Toegang tot die DELEM DA-66S-gereedskapkonfigurasie-koppelvlak
2.2 Aktivering van die gereedskapopstel-funksie
2.3 Kies en voeg nuwe gereedskap by
3. Instelling van gereedskapplasing en -lengteparameters
3.1 Programmering van gereedskaplengte en plasingsposisie
3.2 Maak die meeste van die outomatiese kies-funksie
4. Gevorderde konfigurasie en bestuur van gereedskapsegmentering
4.1 Bestuur van Gereedskapsegmentering
4.2 Kies en Herposisioneer Gereedskapstasies
5. Gereelde Vrae (FAQ)
6. Gevolgtrekking
Die noukeurige konfigurasie van die gereedskap van die DELEM DA-66S-beheerstelsel volgens die standaardstappe is die sleutel tot die verbetering van die bedryfsdoeltreffendheid en bewerkingsakkuraatheid van persbreekmasjiene. Of u nou 'n bestaande gereedskapopstelling hersien of 'n heelnuwe een skep, moet elke stap in die konfigurasieproses noukeurig uitgevoer word om optimale vervaardigingsresultate te verseker.
Die kern van gereedskapkonfigurasie lê in die akkurate programmering van stanssnyers, stansmatte en al die benodigde adapters vir die masjien. Deur toegang te verkry tot die produklibrary en die toepaslike gereedskapopstellingplan te kies, kan u baie noukeurige konfigurasie van hierdie kernkomponente bereik. Hierdie gids sal u deur al die noodsaaklike stappe van DELEM DA-66S-gereedskapkonfigurasie lei, wat u opstelwerkproses vereenvoudig en die algehele bedryfsdoeltreffendheid van die persbreek verbeter.
Inleiding

Die DELEM DA-66S is 'n toonaangewende numeriese beheerstelsel wat wyd in moderne vervaardiging, veral in die metaalbewerkingsindustrie, toegepas word. Sy presiese gereedskapkonfigurasie is die fundamentele waarborg dat die persbreek hoë-presisie-boog en stabiele prestasie kan bereik. 'n Verkeerde konfigurasie sal nie net die bewerkingsakkuraatheid van werkstukke beïnvloed nie, maar ook die produktiwiteit verminder en selfs onnodige slytasie aan die masjien en gereedskap veroorsaak. Dit is dus noodsaaklik dat elke bediener die wetenskaplike konfigurasiestappe bemeester.
1 Toegang tot die DELEM DA-66S-gereedskapkonfigurasie-koppelvlak
Om die gereedskapopstelling vir 'n spesifieke produk te redigeer of te wysig, moet u eers die ooreenstemmende produk uit die stelsel se produklibrary vind en kies, en dan die Gereedskapopstelling-module toegang gee om die daaropvolgende konfigurasiewerk te begin. Dit is die aanvanklike stap om die professionele gereedskapkonfigurasie-koppelvlak te betree en die grondslag vir alle daaropvolgende bewerkings.
2 Aktivering van die Gereedskapopstelling-funksie
Die aktivering van die Gereedskapopstelling-funksie is 'n voorvereiste vir die uitvoering van gereedskapkonfigurasie op die DELEM DA-66S. Eenmaal geaktiveer, sal die stelselkoppelvlak 'n besonder gedetailleerde visuele uitleg van die masjien se huidige gereedskapopstelling vertoon, wat onontbeerlik is vir die programmering van die akkurate plasing van ponsies, sterf, adapters en ander gereedskap.
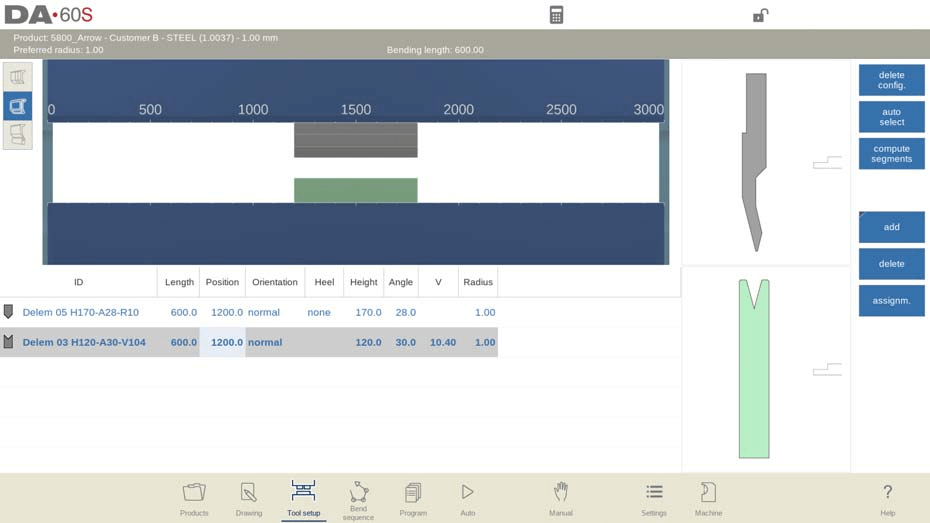
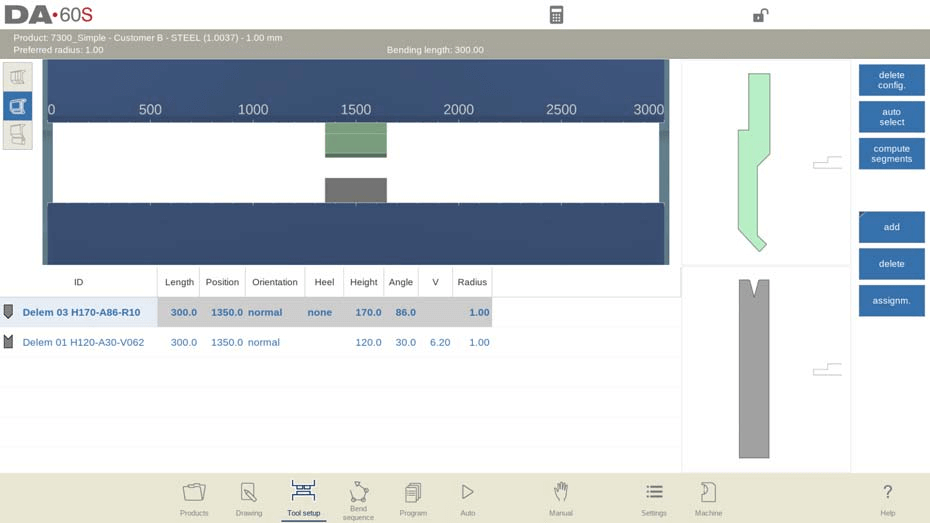
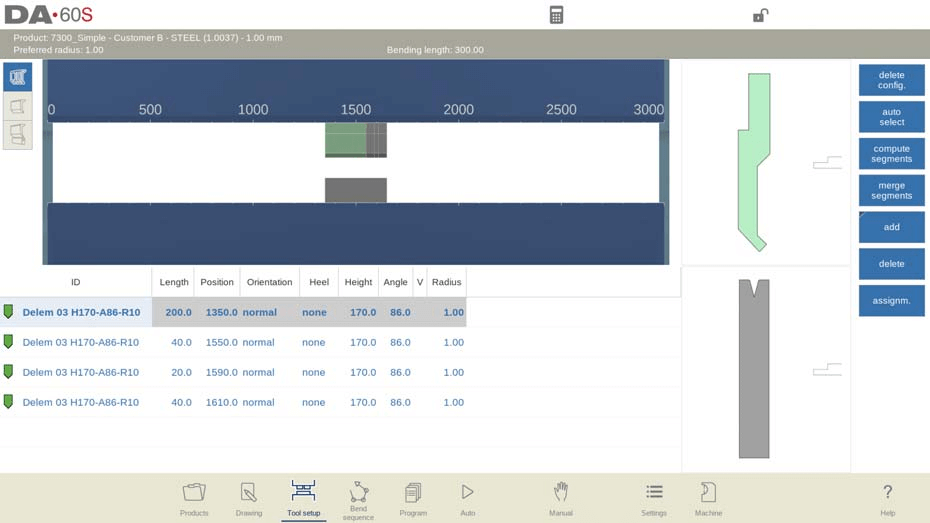
Nadat die Gereedskapopstelling-funksie geaktiveer is, wys die boonste helfte van die skerm 'n vooraansig van die masjien se huidige opstelling, terwyl die onderste helfte die besonderhede van al die gekonfigureerde gereedskap vertoon. Dit is op hierdie geïntegreerde koppelvlak waar bediener die plasingsposisie van verskeie gereedskap op die persbreek kan programmeer.
Die vooraansig van die masjien toon die kernstrukturele elemente van bo na onder in die volgende volgorde: persbalk, stansaanpasstuk (indien voorprogrammeer), stans, mal, malaanpasstuk (indien voorprogrammeer) en werktabel. Hierdie masjienonderdele word vooraf gekies in die Masjien-modus van die stelsel en hoef gewoonlik nie tydens daaglikse konfigurasie aangepas te word nie. Of 'n aanpasstuk geprogrammeer en bygevoeg kan word tydens die opstel, hang af van die aanpasstukparameterinstellings in dieselfde Masjien-modus.
3 Kies en Voeg Nuwe Gereedskap by
Wanneer 'n nuwe gereedskapkonfigurasieskema geskep word, is die masjien se gereedskapinstallasiegebied standaard leeg. Operateurs moet die vereiste gereedskap handmatig byvoeg, wat stanse, malle of aanpasstukke kan wees (indien die aanpasstukfunksie in die stelsel geaktiveer is). Nadat 'n gereedskap bygevoeg is, sal dit standaard in die masjien geplaas word met die maksimum beskikbare lengte, en die operateur kan dan die Gereedskap-ID deur die Lys-aansig wysig vir presiese gereedskaptoepassing en -bestuur.
Die spesifieke bedryfsproses is soos volg:
1. Nadat u die nuwe gereedskapkonfigurasiemodus betree het, bevestig dat die masjien se gereedskapopening in 'n leë toestand is;
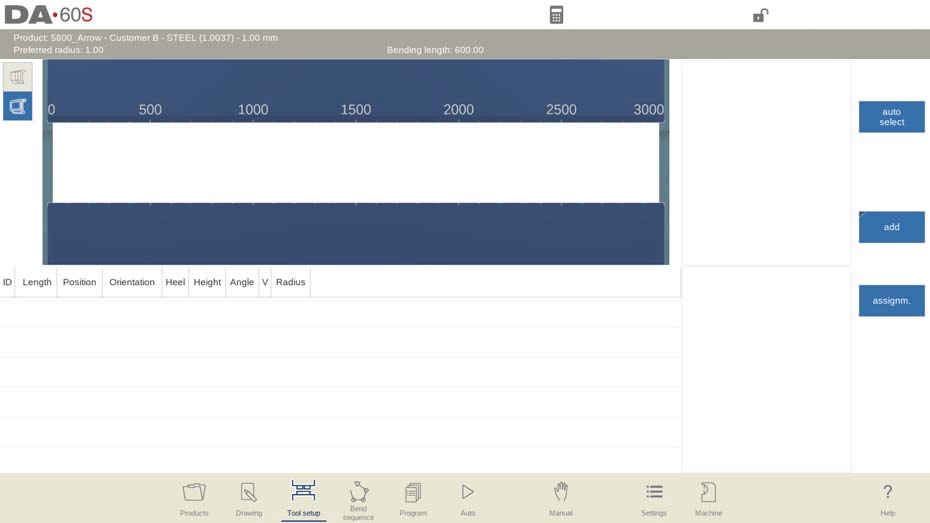
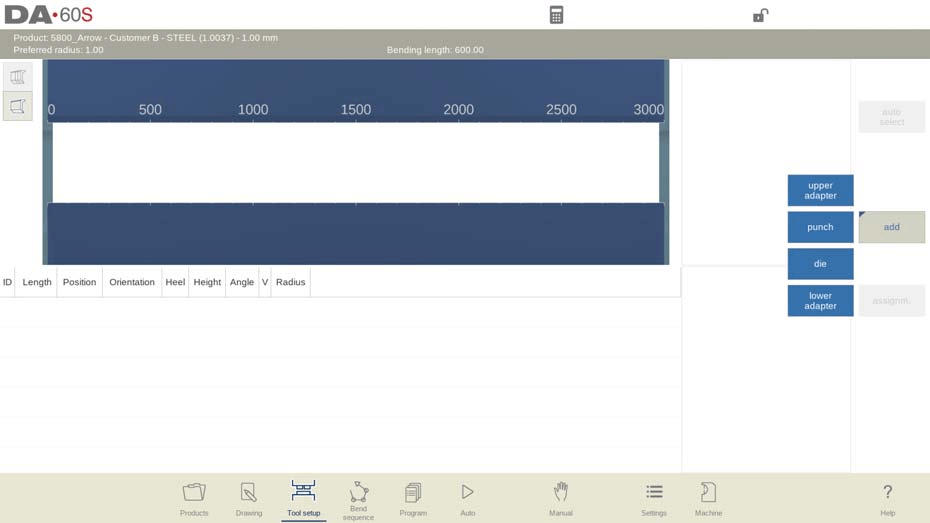
2. Klik op die "Voeg by"-knoppie om die tipe gereedskap wat bygevoeg moet word te kies (pons, sterf of aktiveerderadapter);
3. Nadat 'n gereedskap (bv. 'n pons) gekies is, sal die stelsel dit outomaties in die aangewese posisie van die masjien plaas met die maksimum beskikbare lengte;
4. Kies die Pons-ID op die koppelvlak en klik op die Lysweergawe om die unieke ID van die gereedskap vir latere identifikasie en bestuur te wysig.
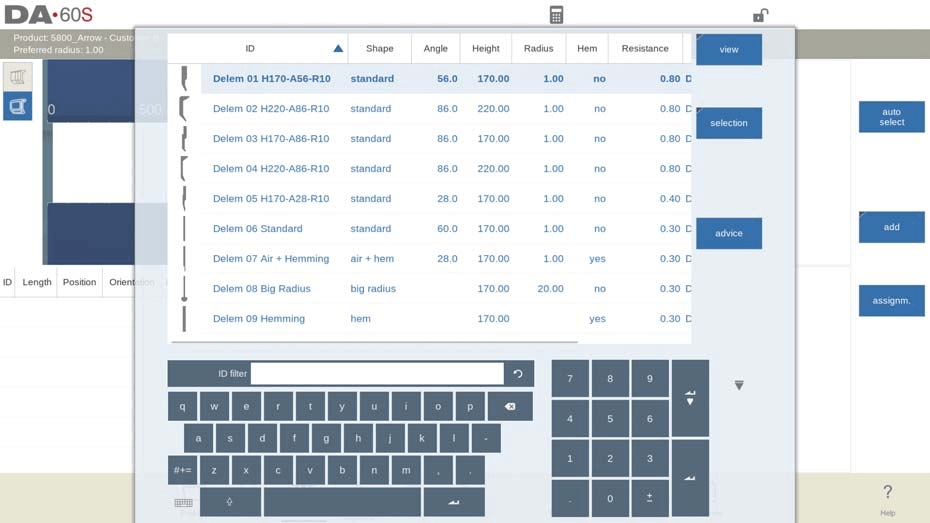
Die stelsel is toegerus met 'n slim gereedskap-ID-filterfunksie: wanneer slegs 'n gedeelte van die gereedskap-ID ingetik word, sal die beheerstelsel outomaties pas en 'n lys van gereedskappe wat die ingetikte karakters bevat, vertoon, wat die gereedskapkeurproses baie versnel.
As u op die "Raadgewing"-knoppie op die koppelvlak klik, sal die stelsel 'n beperkte aantal geskikte gereedskap uit die volledige gereedskapbiblioteek deursoek en vertoon gebaseer op spesifieke kriteria, wat bedrywers help om vinnig die optimale opsies te kies. Die deursoekkriteria is soos volg:
• Produktradiusooreenstemming: die gekose gereedskap moet die verwerkte produktradius naby die vooraf ingestelde verkose radius bring, en die werklike resulterende radius moet binne die bereik van ±50% van die verkose radius wees;
• Buigkragnalewing: die buigkrag wat vir verwerking benodig word, mag nie die lasdraagvermoë van die gekose gereedskap oorskry nie;
• Gereedskaphoekaanpassing: die hoek van die gekose gereedskap moet minder as of gelyk aan die hoek wees wat vir die produk wat verwerk moet word, vereis word;
• Buigmethode-ooreenstemming: byvoorbeeld, randvou-gereedskap word outomaties aanbeveel wanneer die produk randvou-buigprosesse vereis.
As u op die "Wys Alles"-knoppie klik, word die keuring ge kanselleer en word die volledige lys van alle gereedskap in die biblioteek vir operateurs om uit te kies, vertoon.
3.1 Multi-V Matrijs Voorkeur
Vir 'n Multi-V matrijs (ʼn matrijs met meer as een V- of U-vormige opening), kan operateurs óf 'n spesifieke V-/U-opening kies óf die hele Multi-V matrijs (gemerk as V = *) kies. Indien 'n spesifieke opening gekies word, sal die stelsel hierdie opening vir die hele buigvolgorde-berekening gebruik; indien die hele Multi-V matrijs gekies word, sal die beheerstelsel outomaties die opening kies wat die produkstraal naaste aan die voorprogrammeerde waarde maak.
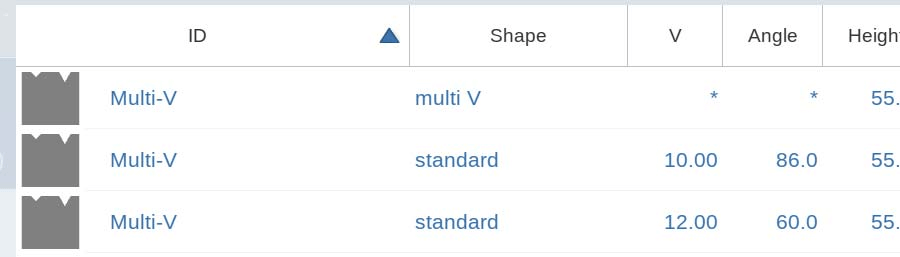
Indien die stelsel 'n ander V-/U-opening tydens die buigvolgorde-berekening kies, sal hierdie nuutgekose opening op al die daaropvolgende buigprosesse toegepas word wat nog nie in die oorspronklike volgorde ingesluit is nie.
3.2 Vario-V Matrijskeuse en Parameterinstelling
Die aanvanklike keuseproses van 'n Vario-V-matriks (ʼn matriks met verstelbare V-/U-vormige opening) op die DELEM DA-66S is dieselfde as dié van gewone matrikse. Nadat 'n Vario-V-matriks gekies is, word sy V-waarde nie outomaties gestel nie. Operateurs kan direk voortgaan om die buigvolgorde te skep, en die stelsel sal outomaties die mees geskikte V-waarde kies gebaseer op die beskikbare verstelposisies van die Vario-V-matriks.

Indien die operateur 'n spesifieke V-waarde vooraf instel, sal die stelsel hierdie waarde vir alle verdere buigberekeninge gebruik. Vir Vario-V-matrikse met diskrete verstelposisies kan slegs die vooraf ingestelde vaste waardes gekies word; indien 'n nie-vooraf ingestelde V-waarde ingevoer word, sal die stelsel outomaties na die naaste beskikbare vaste waarde oorskakel.
In die Boogvolgorde-modus kan operateurs die V-opening van Multi-V-matrikse of die V-waarde van Vario-V-matrikse wysig deur die Wysig- of skuifmatriks-funksies op die koppelvlak te gebruik. Die Matriksposisie-funksie in die Programmodus bied ook dieselfde vermoë om hierdie parameters aan te pas.
Instelling van Gereedskapplasing en -lengteparameters
1 Programmeer gereedskaplengte en plasingsposisie
Die aanpassing van die lengte en plasingsposisie van gereedskap op die DELEM DA-66S is eenvoudig en intuïtief. Operateurs kan óf die teiken-gereedskap kies en nuwe numeriese waardes vir lengte en posisie direk invoer, óf die gereedskap op die visuele koppelvlak sleep om dit te herposisioneer. Die stelsel se sleepfunksie is geoptimeer met 'n spoedverstellingfunksie: hoe groter die afwaartse sleepafstand, hoe stadiger beweeg die gereedskap, wat ultra-presiese plasing van gereedskap moontlik maak en die akkuraatheid van konfigurasie aansienlik verbeter.
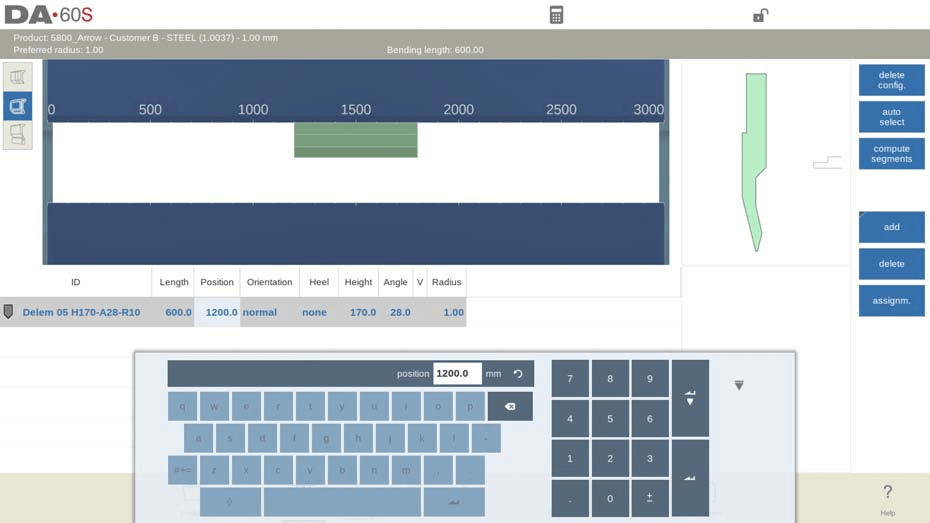
Die 'snapping'-funksie is 'n opvallende en noodsaaklike kenmerk vir presiese gereedskap-uitlyning in die DELEM DA-66S-gereedskapkonfigurasie. Wanneer gereedskappe of gereedskapstasies op die koppelvlak verskuif word, sal die 'snapping'-funksie outomaties die teiken vertikaal of horisontaal met die masjien se middelpunt uitlyn. Wanneer die gereedskap in die 'snapping'-sone beweeg word, verskyn 'n rooi riglyntjie op die skerm wat na die optimale vrystellingsposisie vir presiese uitlyning wys—hierdie kenmerk is die sleutel tot die waarborg van die akkuraatheid van gereedskapplasing en die stabiliteit van daaropvolgende versnyding.
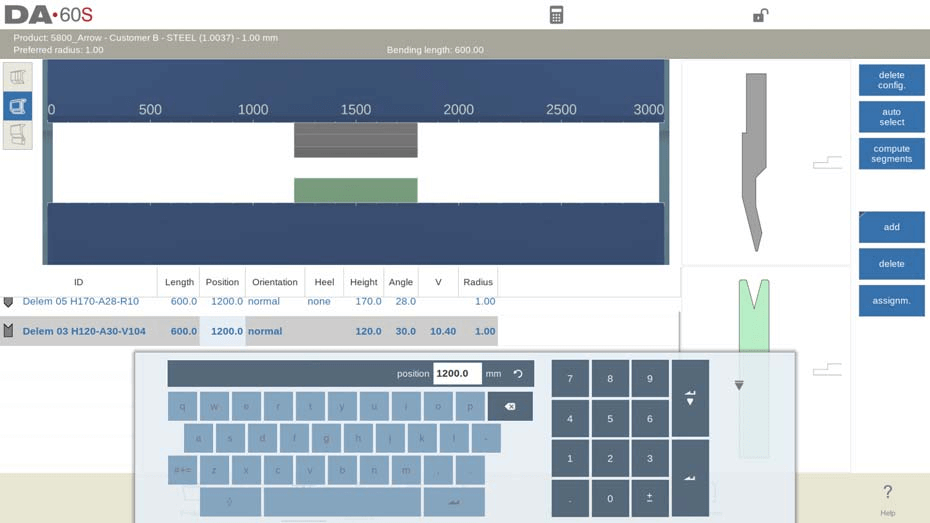
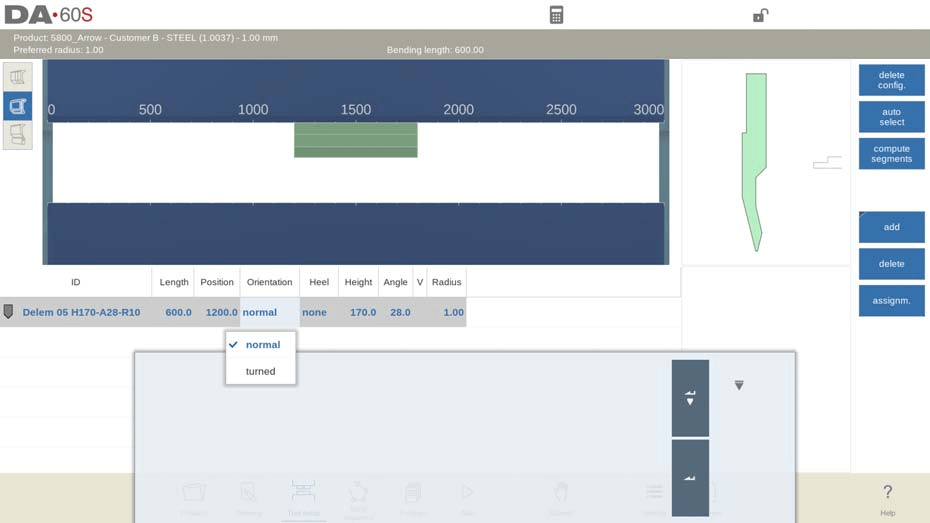
Daarbenewens het die DELEM DA-66S-stelsel ’n intelligente pasfunksie: nadat ’n stansplek geplaas is, plaas die stelsel outomaties ’n stansbak direk onder dit, en die lengte en plasingposisie van die stansbak word volkome aan die stansplek aangepas. Op hierdie grondslag kan operateurs volgens hul produksiebehoeftes persoonlike aanpassings doen, soos byvoorbeeld die byvoeging of verwydering van stansplekke en stansbakke, die verskuif van gereedskapposisies, die aanpassing van gereedskaplengtes, die verandering van gereedskaporiënteringshoeke of die wysiging van haksoorte. Hierdie buigsame aanpassingsfunksies laat toe dat die gereedskapkonfigurasie aan ’n wye verskeidenheid komplekse produksie- en verwerkingsvereistes aangepas kan word.
Belangrike bedieningsknoppies vir hierdie stap:
• Verwyder konfigurasie: Maak die bestaande volledige gereedskapkonfigurasieskema skoon en begin ’n nuwe konfigurasie vanaf die begin af aan;
• Voeg by: Voeg ’n nuwe gereedskap by die huidige konfigurasie, en klik om die gereedskapsoort te kies (boonste adapter (indien aktief), stansplek, stansbak, onderste adapter (indien aktief));
• Verwyder: Verwyder die tans gekiesde enkele gereedskap uit die konfigurasie.
2 Maak die Meeste van die Outomatiese Kies-funksie
Die "Outomatiese kies"-funksie is beskikbaar op die kernkoppelvlak van Gereedskapkonfigurasie, wat ontwerp is om operateurs te help om vinnig die mees geskikte stans- en matrikskombinasie vir die voorprogrammeerbare vouproses te kies, gebaseer op die maksimum voulyn-grootte van die produk.
Die stelsel sal outomaties die optimale stel gereedskap uit die gereedskapbiblioteek vir 'n enkele buigproses ophaal en aanpas, met die doel om die mees ideale produkstraal te bereik. Dit moet daarop gewys word dat hierdie funksie slegs gereedskap vir 'n enkele buigstap aanpas en nie 'n volledige gereedskapopstellingplan vir die hele vervaardigingsproses genereer nie—want die buigvolgorde is 'n sleutelbeperking vir die algehele opstelling en moet deur operateurs handmatig bepaal word. Nadat die Outomatiese kies-funksie geaktiveer is, sal die stelsel outomaties die bestaande gereedskapopstelling met die nuut aangepaste optimale kombinasie vervang.
Gevorderde Konfigurasie & Gereedskapsegmenteringbestuur
1 Bestuur van Gereedskapsegmentering
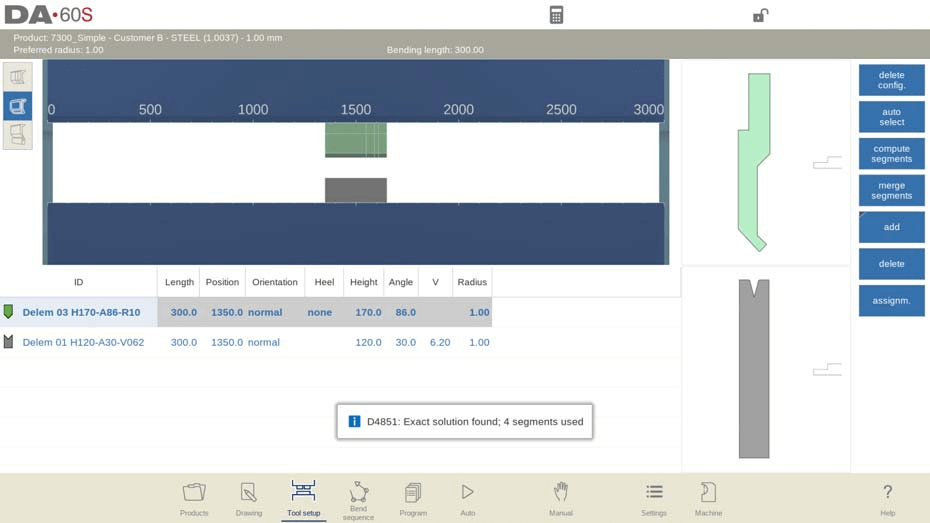
Vir gesegmenteerde gereedskap kan die DELEM DA-66S-stelsel outomaties die optimale segmenteringstelwerk bereken gebaseer op die vooraf ingestelde segmentlengteparameters, wat verseker dat die gesegmenteerde gereedskap perfek aangepas kan word aan die strukturele beperkings van die persbrek en die doeltreffendheid van die buigproses effektief verbeter.
Die stelsel se ondersteuning vir gesegmenteerde gereedskapkonfigurasie bied groot veerkragtigheid en presisie aan die vervaardigingsproses: bedieners kan gereedskap van die vereiste grootte deur redelike segmentering kombineer, wat veral prakties is wanneer verskeie gereedskapvereistes vir verskillende werkstukke gedoen moet word, en maak die gereedskapkonfigurasie meer doelgerig en doeltreffend.
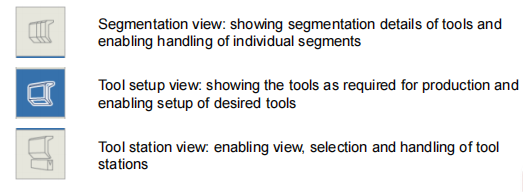
Die Gereedskapopstelling-koppelvlak van die DELEM DA-66S is toegerus met drie verskillende aansigmodusse, elk wat 'n unieke bedryfsvooruitsig bied om operateurs by gereedskapopstelling en segmentbestuur te ondersteun. Hierdie aansigte kan gewissel word deur op die keuseknoppies aan die linkerkant van die masjien se vooraansig te klik, wat die bedryf van gesegmenteerde gereedskap eenvoudig en intuïtief maak.
1.1 Sleutelbedrywighede vir individuele gereedskapsegmentering
• Buigvolgordeberekening: Nadat die basiese gereedskapopstelling voltooi is, skakel na die Buigvolgorde-modus, en die stelsel sal outomaties die mees doeltreffende buigvolgorde vir die gekonfigureerde gereedskap bereken, wat die hele vervaardigingsproses baie vereenvoudig;
• Manuele gereedskapsegmentering: Indien die verstekgereedskaplengte nie aan die verwerkingseise voldoen nie, kan operateurs die gereedskap handmatig segmenteer om dit aan die presiese benodigde lengte aan te pas, wat die veelsydigheid van die konfigurasie verdere verbeter;
• Outomatiese Segmentasieberekening: Die stelsel se ingeboude werktuigsegmentasiefunksie kan outomaties die optimale segmentasieskema volgens die werklike vervaardigingsparameters bepaal. Dit gebruik sleutelparameters soos die "maksimum afstand tussen werktuie" en die opsionele "werktuiglengtetoleransie" as berekeningsgrondslag, wat die segmentasie meer wetenskaplik en die bediening meer gebruikersvriendelik maak.
Vir operateurs wat die werktuigsegmentasie op 'n diepgaande manier moet aanpas, ondersteun die DELEM DA-66S direkte programmering van segmentparameters in die Masjien-modus. In hierdie modus kan operateurs die segmentparameters van stansvelle en stansmatte in die werktuigbiblioteek wysig, sodat die werktuigopstelling volledig aan die presiese vereistes van spesiale vervaardigingsprosesse kan voldoen. Die bemeester van die segmentprogrammeermetode in die werktuigbiblioteek is die sleutel tot die benutting van die volle potensiaal van die DELEM DA-66S-werktuigkonfigurasiefunksie.
1.2 Werktuigweergawe: Toekenningsparameterinstelling
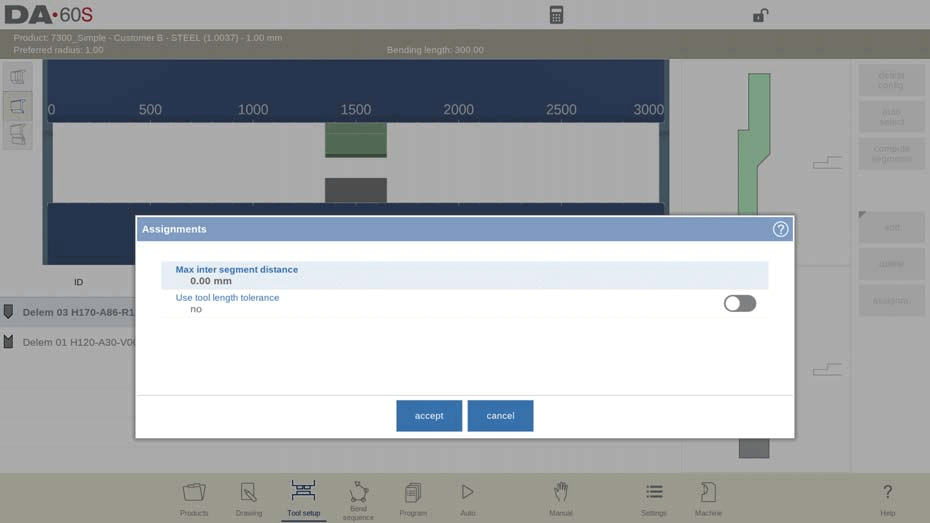
Klik op die "Takstruktur"-knoppie op die koppelvlak om die kernparameters wat vir segmenteringberekeninge gebruik word, te besigtig en te stel. Die konfigureerbare takstrukturparameters sluit in:
• Maksimum afstand tussen aanliggende segmente: Stel die maksimum toelaatbare afstand tussen aanliggende gereedskapsegmente;
• Gebruik gereedskaplengtetoleransie: Aktiveer of deaktiveer die toleransieparameter om die toelaatbare afwykingsreeks tydens gereedskapsegmentering te beheer.
1.3 Segmenteringstoonvenster: Segmentaanpassing en -bestuur
Wanneer u oorskakel na die Segmenteringstoonvenster, sal die koppelvlak die segmentbesonderhede van die gereedskappe sowel in grafiese as lysvorm vertoon, en slegs die segmentinligting van die tans gekiesde gereedskap sal vertoon word. Operateurs kan die posisie en grootte van individuele segmente op die grafiese koppelvlak sleep en wysig, en die lys sal duidelik die samestelling en parameterbesonderhede van al die segmente van die huidige gereedskap vertoon.
Dit moet daarop gewys word dat die stelsel, wanneer segmente in die Segmentering-venster aangepas word, nie rekening sal hou met die werklike voorraad van segmente in die werf nie; die konsekwentheid tussen die aangepaste skema en die werklike voorraad kan deur heruitvoering van die segmenteringberekening geverifieer word. Daarbenewens sal die wysiging van die gereedskapslengte of -tipe veroorsaak dat die bestaande segmenteringsskema uitgevee word, en moet die bediener die segmenteringsparameters weer genereer.
1.4 Segmentparameterinstelling in die Gereedskapbiblioteek
Om die stelsel in staat te stel om die gefragmenteerde gereedskapsfunksie te gebruik en die segmenteringsskema op grond van die werklik beskikbare segmente te bereken, moet bedieners eers die inligtingsinvulproses vir die segmentbiblioteek voltooi. Hierdie operasie kan in die gereedskapprogrammeringsmodule gedoen word, wat onder die Masjienmodus in die pons- en snygereedskap-eienskapsinstellings geleë is.
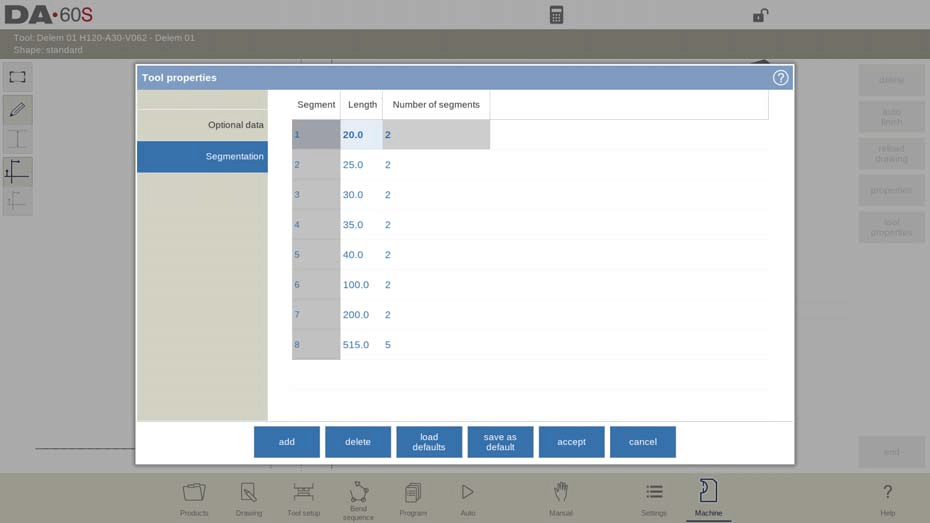
In die eiendominstellings van elke gereedskap, gaan na die Segmentasie-venster, waar bediener die segmentlengte, opsionele hakvorm en die beskikbare hoeveelheid segmente vir die gereedskap kan programmeer en instel, wat die grondslag lê vir die outomatiese segmentasieberekening van die stelsel.
2 Kies en herposisioneer gereedskapstasies
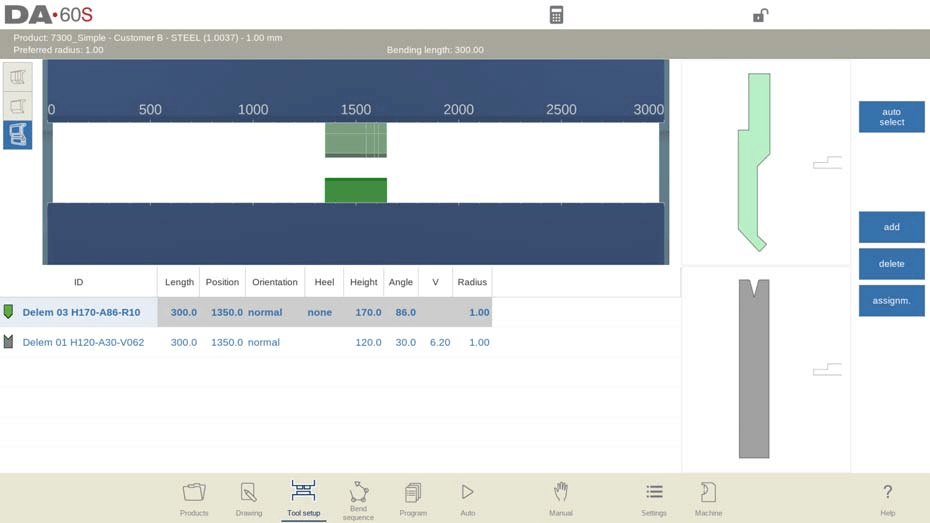
Die bemeester van die gebruik van die Stasie-aansig is 'n sleuteldeel van gevorderde gereedskapkonfigurasie op die DELEM DA-66S, wat hoofsaaklik gebruik word vir die algehele bestuur van gereedskapstasies, en sy kernfunksies en bedieningspunte is soos volg:
1. Beklemtoon en herposisionering: In die Stasie-aansig word die hele gereedskapstasie as 'n beklemtoonbare eenheid vertoon vir vinnige keuse deur bedieners. Die herposisionering van die gereedskapstasie kan op twee maniere bewerkstellig word: direk deur die nuwe koördinaatposisie te programmeer of deur die stasie na die teikenposisie op die visuele koppelvlak te sleep, wat die buigbaarheid van die algehele gereedskapopstelling grootliks verbeter;
2. Outomatiese Definisie van Gereedskapstasies: Die stelsel sal outomaties 'n gereedskapstasie identifiseer en definieer wanneer daar 'n oorvleuelingarea tussen die pons en die mal is. Hierdie oorvleueling kan 'n presiese uitlyningposisie of 'n effens verskuifde posisie wees, en beide sal as 'n geldige gereedskapstasie erken word. Selfs 'n spesiale konfigurasie waar twee ponse met een enkele mal ooreenstem, kan as 'n gereedskapstasie gedefinieer word, wat baie nuttig is vir die verwerking van buigprosesse met ruimtelike beperkings;
3. Bestuur van Gereedskapstasies: In die Stasie-weergawe kan operateurs 'n bestaande gereedskapstasie met die "voeg by"-knoppie kopieer of 'n onnodige stasie met die "verwyder"-knoppie verwyder. Die belangrikste eienskap van hierdie weergawe is dat dit slegs die gereedskapstasie as 'n geheel bestuur en nie die besonderhede van individuele gereedskap in die stasie wysig nie, wat die aanpassing van die algehele opstelling doeltreffender maak sonder om die presiese konfigurasie van 'n enkele gereedskap te beïnvloed.
Algemene vrae (VVK)
V1: Hoe om doeltreffende gereedskapopstelling in die DELEM DA-66S-gereedskapkonfigurasie te realiseer?
A1: Om die doeltreffendheid van die gereedskapopstelling tot 'n maksimum te bring, moet u eers na die Buigvolgorde-modus oorskakel sodat die stelsel die mees doeltreffende buigvolgorde vir die werklike vervaardigingstaak kan bereken. Gebruik dan die stelsel se gereedskapsegmentasiefunksie om die gereedskapsegmente aan te pas en die presiese gereedskaplengte wat vir verwerking benodig word, te skep. Deur hierdie twee funksies te kombineer, kan die opsteltyd aansienlik verkort word en die konfigurasiedoeltreffendheid verbeter word.
V2: Hoe om gereedskapstasies in die DELEM DA-66S-gereedskapkonfigurasie te definieer?
A2: Op die DELEM DA-66S word 'n gereedskapstasie outomaties deur die stelsel gedefinieer wanneer daar 'n oorvleuelingarea tussen die stans en die mall is. Hierdie definisie sluit beide presiese oorvleuelingposisies en verskuifde oorvleuelingposisies in, wat effektief aan die verwerkingseise van komplekse buigprosesse en diverse gereedskapkonfigurasies kan voldoen.
V3: Kan die besonderhede van ’n enkele gereedskap in die Stasie-weergawe tydens konfigurasie gewysig word?
A3: Nee. Die Stasie-weergawe word slegs vir die algehele bestuur van gereedskapstasies gebruik en ondersteun bewerkings soos die kopieer, uitvee en herposisionering van stasies, maar dit kan nie die besonderhede van individuele gereedskappe wysig nie. Hierdie ontwerp verseker dat die algehele aanpassing van die gereedskapstasie nie die presiese konfigurasie van ’n enkele gereedskap sal beïnvloed nie.
Gevolgtrekking
Die presiese CNC-gereedskapkonfigurasie van die DELEM DA-66S is die kernwaarborg vir die bereiking van hoë-presisie- en hoë-doeltreffendheidsbedryf van die persbreek. Deur nougeset die bogenoemde sleutelstappe vir konfigurasie te volg, kan daar verseker word dat die gereedskapopstelling volkome aangepas is aan die spesifieke verwerkingsvereistes van die produk, wat doeltreffend die bewerkingsakkuraatheid en produksiedoeltreffendheid van die masjien verbeter. Tydens daaglikse produksie moet operateurs die gereedskapkonfigurasieparameters reëlmatig hersien en aanpas volgens die werklike verwerkingsomstandighede en die vereistes van die werkstuk om die optimale bedryfstoestand van die persbreek te handhaaf.
Vir meer diepgaande professionele insigte en tegniese ondersteuning met betrekking tot die DELEM DA-66S-gereedskapkonfigurasie, neem gerus kontak op met die professionele tegniese span van JUGAO. Ons streef daarna om omvattende ondersteuning vir u masjienopstelling en daaglikse bedryf te verskaf, en sodoende die gladde voortgang van u hele produksieproses te waarborg.

