















































Hoe om ET-reeks-vorminstelling suksesvol te implementeer
As u wil leer om ET-reeks-vorminstellings vir u volledig elektriese servobuigmeganisme te bemeester, is u by die regte plek. Ek sal u deur die noodsaaklike stappe lei om hierdie funksie met sukses te implementeer en u buigprosesse met presisie en doeltreffendheid te optimaliseer. 'n Begrip van ET-reeks-vorminstellings is noodsaaklik om akkurate en konsekwente resultate te bereik, en in hierdie artikel sal ek die insigte en tegnieke verskaf wat u nodig het om die meeste uit hierdie kragtige werktuig te haal. Of u nuut tot die stelsel is of net u vaardighede wil verbeter, is my doel om u met die kennis te voorsien om u vervaardigingsvermoëns te verbeter.
Stap 1: Voorbereiding van die vormkoppelvlak

Klik op die funksiesleutel om die vormkoppelvlak te betree om die boonste en onderste vormparameters te stel en die materiaaleienskappe te bepaal.
Om met die ET-reeks-vorminstellings te begin, moet u die onderste matriksbasis noukeurig volgens die vereistes van u huidige program instel. Presiese aanpassing van die R-ophooghoogte is noodsaaklik. Wanneer die buigafmeting te klein is en die R-as-vermydingsfunksie geaktiveer is; wanneer die agterrat van X vorentoe geposisioneer is, sal R eers tot hierdie hoogte opgelig word, en dan sal R na voltooiing van die posisiebepaling verlaag word om te voorkom dat die agterrat die vorm tref. Maak seker dat hierdie instelling kontak tussen die agtermaatstuk en die vorm voorkom, wat beide veiligheid en doeltreffendheid verbeter.
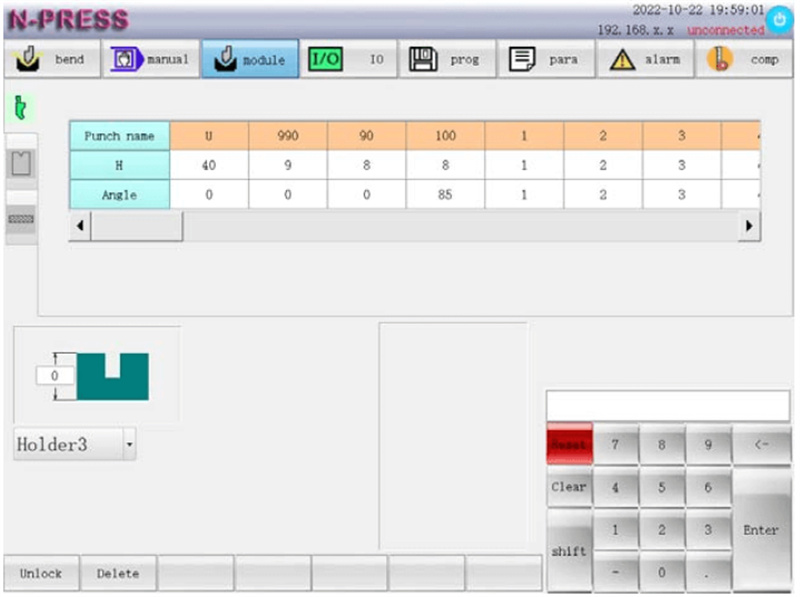
Stap 2: Konfigureer die boonste-vorminstellings
Kies en konfigureer die boonste mallingsvorm deur sy naam te verifieer en die hoogte en hoek aan te pas. Die akkuraatheid van hierdie parameters is noodsaaklik vir presiese buigbewerkings. Korrekte konfigurasie kan potensiële probleme soos onkonsekwente buigings of werktuigmiselyning oplos, wat die sukses van u projek verseker.
Stap 3: Instelling van die parameters van die onderste mallingsvorm
Vir die onderste mallingsvorm moet u die noodsaaklike parameters invoer, insluitend die naam van die mallingsvorm, hoogte (HD), V-wydte, hoek (β) en stempelradius (Rd). Stel 'n toepaslike veiligheidsafstand vas om onbedoelde kontak met die mallingsvorm tydens bewerkings te voorkom. Hierdie noukeurige instellings handhaaf veiligheid en verbeter die prestasie van die mallingsvorm.
Stap 4: Konfigurasie van materiale vir ET-reeks mallingsvorminstelling
Kies die regte materiaal
in die ET-reeks-vorminstelling is die keuse van die toepaslike materiaal die eerste kritieke stap. Die stelsel laat die gebruiker toe om uit 10 verskillende materiale te kies, insluitend vooraf gedefinieerde opsies soos yster (0), aluminium (1) en roestvrystaal (2). Daar is ook opsies (3–9) vir kliënt-gedefinieerde materiale. Dit is belangrik om daarop te let dat die elastisiteitsmodulus en treksterkte vir standaardmateriale konstant is, wat konsekwentheid verseker.
Om die regte materiaal te kies, moet u die unieke eienskappe wat elkeen aan die buigproses bydra, oorweeg, soos:
Treksterkte (σb): Ook gemeet in MPa, dui treksterkte die maksimum spanning aan wat ’n materiaal kan weerstaan terwyl dit uitgerek word. Die korrekte invoer van hierdie waarde sal prosesfoute voorkom en die gehalte van die eindproduk verbeter.
Elastisiteitsmodulus (E): Gemeet in MPa, dui hierdie die vermoë van ’n materiaal aan om elasties te vervorm. Voer die spesifieke modulus vir kliënt-gedefinieerde materiale in om te verseker dat die masjien die materiaal korrek verwerk.
Spanning- en Afbuigkompensasie
Korrekte spanning- en afbuigkompensasie is noodsaaklik vir akkurate buigwerk. In die ET-reeks-vorminstelling behels dit die aanpassing van die afbuigkompensasiemeganisme, wat vir die onvermydelike afbuiging tydens buigwerk kompenseer. Die sleutelkomponente sluit in:
Spanningswaarde (V): Bepaal en voer die korrekte spanningswaarde in wat benodig word vir die afbuigkompensasiemeganisme. Hierdie waarde verseker dat die meganisme onder elektriese invloed doeltreffend werk.
Kompensasiewaarde (mm): Voer die nodige kompensasiemiesbeweging in. Dit bereken die fisiese aanpassings wat vereis word om presisie en eenvormigheid in buigbewerkings te handhaaf.
Deur hierdie waardes noukeurig te konfigureer, kan operateurs konsekwente gehalte in alle buigtake handhaaf, wat produkdefekte aansienlik verminder.
Doeltreffende Gebruik van ET-reeks-vorminstelling-subfunksies
Om u masjienopstelproses met die ET-reeks-vorminstelling te vereenvoudig, is dit noodsaaklik om vormdata doeltreffend te bestuur. Die gebruik van die subfunksie-kenmerke kan bedryfsdoeltreffendheid aansienlik verbeter en die kans op foute verminder. Byvoorbeeld, die verwydering van onnodige inskrywings soos die onderste stempel „A1“ verseker dat die stelsel goed georganiseer bly en maklik om deur te navigeer is.
Verwydering van ongebruikte vormdata:
Die gebruik van die verwyder-subfunksie in die ET-reeks-vorminstelling is eenvoudig en 'n noodsaaklike stap om u opstelproses te optimaliseer. Volg hierdie stappe om ongewenste vormdata te verwyder:
1. Kies die stempel: Identifiseer en kies die naam van die onderste stempel „A1“ uit die stempellys wat u wil verwyder.
2. Voer die verwyder-bevel uit: Klik op die subfunksiesleutel wat as „Verwyder“ gemerk is. Die stelsel sal outomaties die gekose kolom data verwyder om 'n ongeklaarde en doeltreffende vormlys te handhaaf.
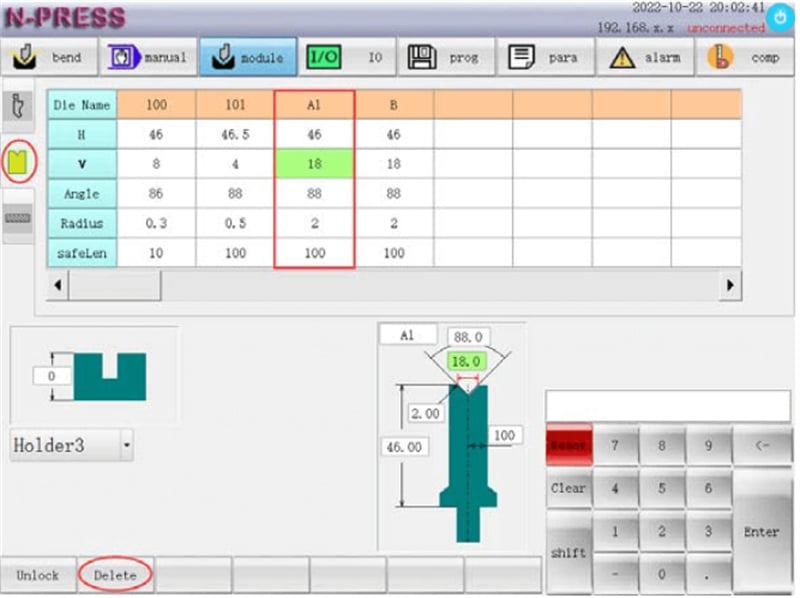
Hierdie proses word in die diagram wat in jou beheerpaneelkoppelvlak verskaf word, geïllustreer om visuele riglyne te verskaf terwyl jy jou maldata bestuur.
Gevolgtrekking
Die suksesvolle implementering van ET-reeks-malinstellings is noodsaaklik om die doeltreffendheid en presisie van jou volledig elektriese servobuigmeganisme te maksimeer. Om dit op te som, fokus op die sleutelstappe: kalibreer die malinstellings akkuraat, verseker dat alle komponente veilig vasgeplaas is, en verifieer die integrasie van die numeriese beheerstelsel vir optimale prestasie.
Deur hierdie riglyne te volg, sal jy goed toegerus wees om die produktiwiteit en leeftyd van jou toerusting te verbeter. Vir verdere ondersteuning of om meer oor ons produkte te leer, kontak gerus JUGAO se ondersteuningspan of verken die addisionele hulpbronne wat op ons webwerf beskikbaar is.

