















































DELEM DA53T-gereedskapinstelling- en vormtoevoegingstutoriaal
In die persbuksektor is doeltreffende gereedskapkonfigurasie en -bestuur van kardinale belang om presiese, hoë-kwaliteit buigoperasies te verseker. Die DELEM DA53T beheerstelsel, wat wyd gebruik word weens sy gevorderde funksionaliteit en gebruikersvriendelike ontwerp, stel operateurs in staat om maklik nuwe boonste en onderste stanssnye by te voeg, wat die masjien se gereedskapkonfigurasie optimeer. Hierdie gids sal 'n stap-vir-stap handleiding verskaf oor hoe om nuwe boonste en onderste stanse by die DELEM DA53T toe te voeg, wat jou sal help om jou persbuiggereedskap glad te installeer en 'n vloeiende en doeltreffende proses te verseker.
Waarom gereedskapopstelling belangrik is
Gereedstukopstelling is basies vir persbremsbediening. Behoorlike gereedstukkonfigurasie verseker akkurate en konsekwente buiging, wat noodsaaklik is vir beide produkgehalte en produksiedoeltreffendheid. Om te bemeester hoe om nuwe gereedstukke by die DELEM DA53T-beheerder te voeg, optimeer nie net produksieprosesse nie, maar maak dit ook moontlik om aan uiteenlopende kliëntvereistes te voldoen.
Hierdie gids sal besonderhede gee oor hoe om boonste en onderste stampe by die DELEM DA53T-sisteem te voeg. Volg asseblief die stappe nougeset om foute te vermy en om 'n korrekte en betroubare gereedstukkonfigurasie te verseker.
Deel 1: Toevoeging van Nuwe Stampe (Boonste Vorms)
Die eerste stap in jou gereedstukopstelling is om die stampe, of boonste vorms, by die DELEM DA53T-beheerder te voeg. Volg die onderstaande stappe om die stampe te konfigureer.
Klik op die Masjien
Begin die proses deur die spesifieke masjien wat u wil gebruik op die DELEM DA53T-koppelvlak te kies. Hierdie aanvanklike stap is van kardinale belang, aangesien dit verseker dat die instellings en konfigurasies wat u toepas, afgestem is op die vermoëns en spesifikasies van die gekose masjien. Navigeer deur die koppelvlak met behulp van die aanrakingbeheer, wat ontwerp is vir gebruikersvriendelike bediening. Sodra u die regte masjienmodel geïdentifiseer het, bevestig u keuse om voort te gaan. Hierdie noukeurige aandag op besonderhede fasiliteer nie net 'n vloeiender opstellingproses nie, maar verbeter ook die algehele doeltreffendheid en akkuraatheid van die buigoperasies wat u sal uitvoer.
Voeg die stanssnye by
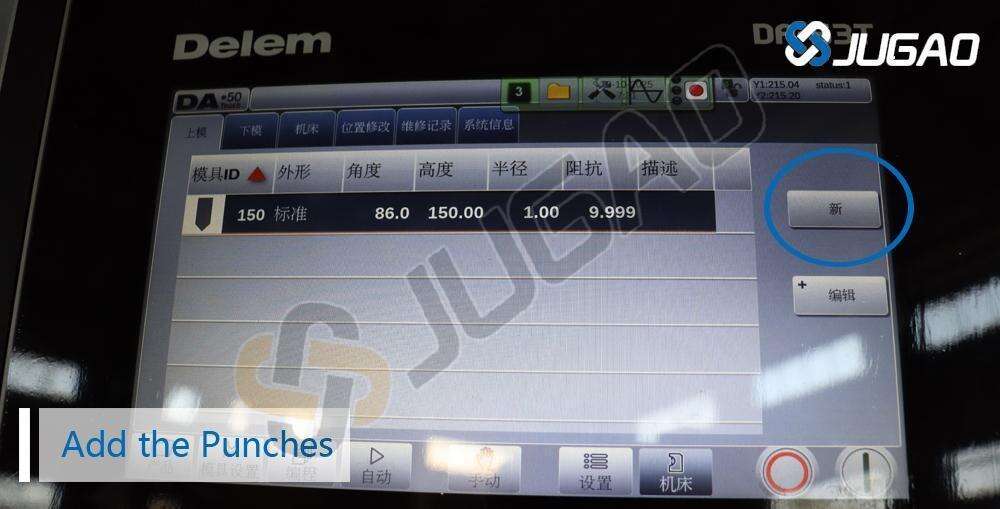
In die kontrolepaneel, navigeer na die "Stanse"-afdeling om die proses van die byvoeging van 'n nuwe stans te begin. Hierdie afdeling is spesifiek ontwerp om die verskillende stanse wat beskikbaar is vir jou buigoperasies, te bestuur. Sodra jy in die stansafdeling is, klik op die opsie "Voeg die Stans Toe" om te begin. Dit sal jou deur die nodige stappe lei om 'n nuwe stans in die stelsel te integreer. Daarna, klik op die knoppie "Nuut" om 'n nuwe stansinskrywing te skep. Hierdie aksie maak 'n vorm oop waarin jy noodsaaklike besonderhede soos afmetings, materiaalsoort en spesifikasies kan invoer, om seker te maak dat die nuwe stans korrek gekonfigureer is volgens jou behoeftes.
Voer die ID van die Nuwe Stans in
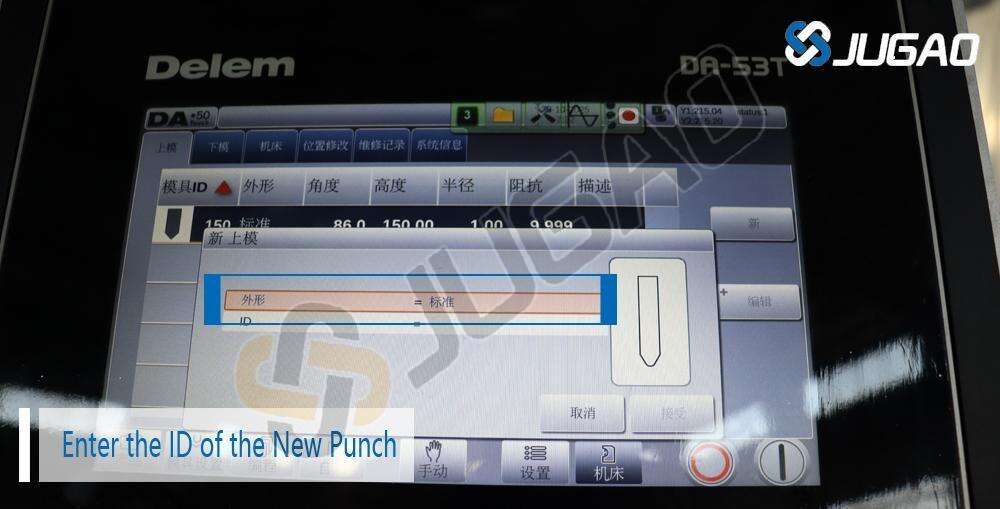
Voer die unieke ID of naam vir die nuwe stans in die voorgeskrewe veld in. Hierdie identifiseerder is noodsaaklik, aangesien dit direk ooreen moet stem met die fisiese stansvorm wat u op die persboog installeer. 'n Goed gekose ID help om organisasie te behou en verseker dat operateurs die regte stans maklik kan herken en tydens opstelling en bediening kan oproep. Daar word aanbeveel om 'n benoemingskonvensie te gebruik wat sleutelkenmerke van die stans weerspieël, soos sy grootte of funksie, om vinnige identifikasie te fasiliteer. Hierdie aandag vir detail verbeter nie net die werkstroomdoeltreffendheid nie, maar verminder ook die risiko van foute tydens die buigproses.
Meet Stanshoogte
Meet die hoogte van die nuwe stans noukeurig om seker te maak dat dit korrek in u masjien pas. Akkurate metings is noodsaaklik om optimale prestasie te verseker en om bedryfsprobleme te voorkom. In hierdie voorbeeld is die gemeet hoogte van die stans 120,10 mm. Hierdie presiese afmeting is kruksiaal, aangesien selfs geringe afwykings die rigting en funksionaliteit van die stans in die persrem kan beïnvloed. Nadat u gemeet het, moet u die hoogte dubbelkontroleer om die akkuraatheid te bevestig voordat u met die installasie voortgaan. Die behoorlike passing van die stans verbeter nie net die gehalte van die buigproses nie, maar dra ook by tot die algehele veiligheid en doeltreffendheid van die masjien se bedryf.

Voer Stanshoogte In
Voer die punch hoogte van 120,10 mm in die DELEM DA53T stelsel om te verseker dat die masjien akkuraat herken die spesifikasies van die nuwe punch. Hierdie stap is noodsaaklik, aangesien dit die stelsel toelaat om sy instellings dienooreenkomstig aan te pas en die buigbedrywighede te optimaliseer om aan die spesifieke afmetings van die slag te voldoen. Navigeer na die toepaslike veld binne die punches afdeling van die koppelvlak en voer die meting met presisie. Na die inskrywing van die hoogte, verifieer dat die data korrek is om moontlike probleme tydens werking te voorkom. Hierdie aandag aan detail help om die integriteit van die buigproses te handhaaf en die algehele produktiwiteit te verbeter.

Invoer slot hoek
Die hoek van die punch slot is 'n kritieke faktor in die buigproses, aangesien dit direk die kwaliteit en akkuraatheid van die gebonde produkte beïnvloed. Vir hierdie spesifieke stap, is die slot hoek ingestel op 85 grade. Die korrekte invoer van hierdie waarde in die DELEM DA53T-stelsel is noodsaaklik om te verseker dat die masjien binne die gespesifiseerde parameters werk. Om dit te doen, navigeer na die aangewese veld vir die punch slot hoek en die waarde van 85 grade invoer. Kyk twee keer of jou inskrywing korrek is, want selfs geringe foute kan tot wanbalans lei en die algehele uitslag van die buigproses beïnvloed.

Voer Radius Waarde in
Ponsmeubels het dikwels 'n radius wat noodsaaklik is om die buigprofiel te bepaal en die gewenste kromming in die materiaal te verseker. Hierdie radius speel 'n beduidende rol in die bepaling van die finale vorm van die boog, wat beide die estetika en funksionaliteit beïnvloed. Vir hierdie spesifieke pons word die radius gemeet op 0,5 mm. Hierdie relatiewe klein radius maak presiese buiging moontlik terwyl die risiko van materiaalvervorming tot 'n minimum beperk word. Dit is belangrik dat hierdie radius akkuraat in die stelsel gedokumenteer word, aangesien dit verseker dat die masjien die buigproses korrek kan uitvoer, en sodoende hoë-kwaliteitsresultate lewer wat aan die gespesifiseerde ontwerpvereistes voldoen.

Meet Ponswydte
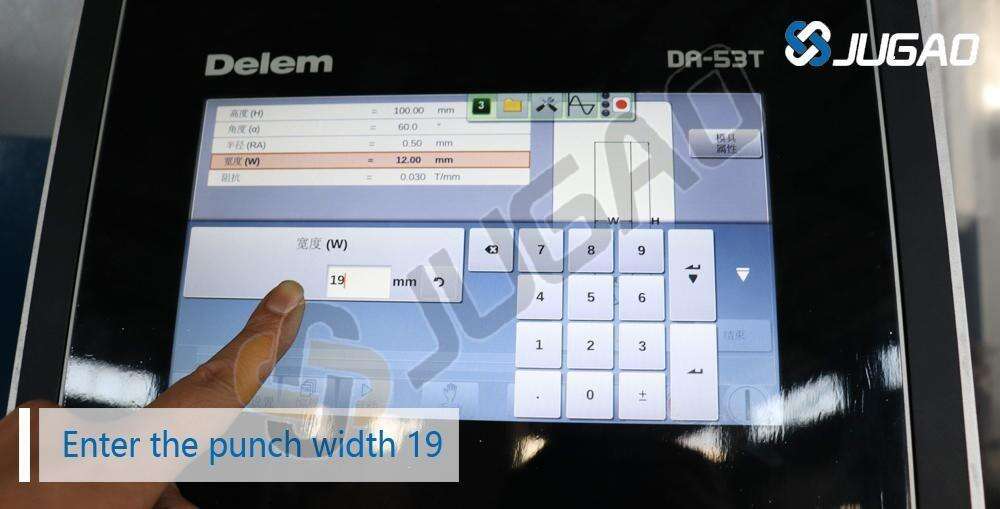
Volgende, gaan voort om die wydte van die stans te meet, aangesien hierdie dimensie kruisbelangrik is vir sy versoenbaarheid met die persboog en die spesifieke buigtoepassing. In hierdie voorbeeld word die stanswydte aangeteken as 26,07 mm. Hierdie meting is belangrik omdat dit direk die materiaal se buigvermoë en die algehele prestasie van die stans tydens operasies beïnvloed. Wanneer u meet, moet u verseker dat die wydte akkuraat en konsekwent geneem word, deur toepaslike gereedskap te gebruik om enige afwykings te vermy. Sodra u die wydte bevestig het, is dit noodsaaklik om hierdie waarde in die stelsel in te voer, aangesien dit sal help om presiese beheer oor die buigproses te behou en optimale resultate te verseker.

Voer Stanswydte In
Voer die breedte van die stans, wat 26,07 mm is, in die DELEM DA53T-beheerder in om te verseker dat die masjien hierdie kritieke afmeting herken. Hierdie stap is noodsaaklik om die akkuraatheid en doeltreffendheid van die buigproses te handhaaf. Begin deur toegang te kry tot die toepaslike afdeling van die beheerder se koppelvlak wat bestem is vir stansaanspreekpunte. Voer die breedtemaat versigtig in, en verseker dat dit korrek ingevoer word om enige bedryfsfoute te voorkom. Nadat die waarde ingevoer is, dubbelkontroleer die akkuraatheid, aangesien selfs klein foute groot probleme tydens buigoperasies kan veroorsaak. Die behoorlike dokumentering van die stansbreedte sal help om die algehele prestasie en betroubaarheid van u masjien te verbeter.
Invoerweerstandwaarde
Voer die weerstandswaarde vir die stans in die stelsel in, aangesien hierdie parameter noodsaaklik is om optimale prestasie tydens die buigproses te verseker. In hierdie geval word die weerstand ingestel op 'n waarde van 3. Hierdie instelling beïnvloed hoe die stans met die materiaal interaksie het, en dit affekteer sowel die kwaliteit van die boog as die algehele doeltreffendheid van die proses. Om hierdie waarde in te voer, navigeer na die toegewysde afdeling binne die DELEM DA53T-beheerder wat die stansparameters hanteer. Voer die weerstandswaarde van 3 versigtig in, en verseker dat dit akkuraat is om enige potensiële probleme tydens produksie te vermy. Dubbelkontroleer u invoer om die korrektheid te bevestig, aangesien hierdie aandag tot detail sal help om die integriteit en betroubaarheid van die buigproses te handhaaf.

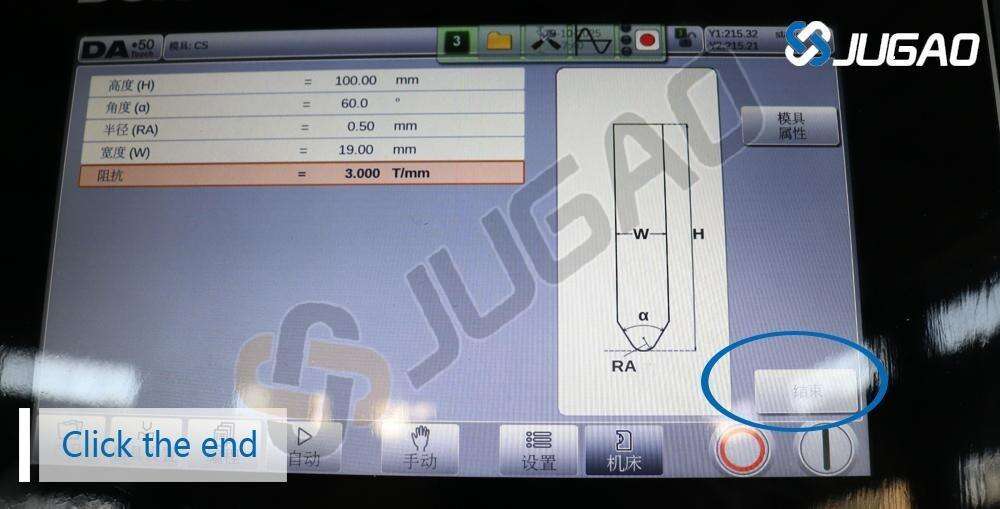
Stoor en Voltooi
Nadat alle stansparameters akkuraat in die DELEM DA53T-beheerder ingevoer is, is dit noodsaaklik om die opstelling af te sluit deur op die "Einde"-knoppie te klik. Hierdie aksie sal alle konfigurasies wat u ingevoer het, stoor en verseker dat die masjien die gespesifiseerde instellings behou vir toekomstige operasies. Voordat u op "Einde" kliek, neem 'n oomblik om al die parameters nog een keer na te gaan en te bevestig dat elke waarde korrek en volledig is. Hierdie stap is kruisaal, aangesien enige ooglopende fout tot bedryfsineffektiwiteit of foute tydens die buigproses kan lei. Deur die stansopstelling te stoor, vergemaklik u 'n vloeiender werksvloei en verbeter u die algehele doeltreffendheid van u produksieproses.
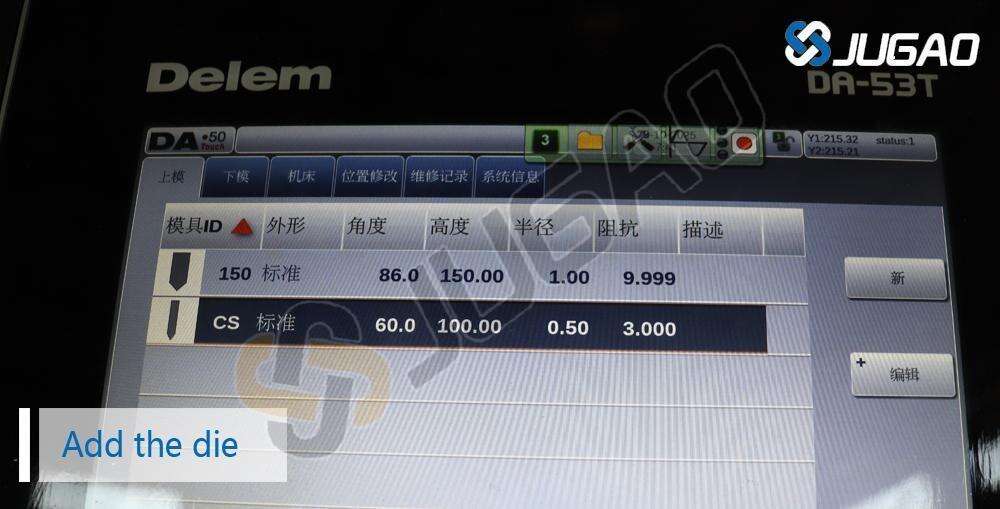
Deel 2: Toevoeging van Nuwe Stanse (Onderste Gietvorms)
Nadat die stanssnye suksesvol gekonfigureer is, is die volgende stap om die matrixe, ook bekend as onderste vorms, by te voeg om die gereedskapopstelling te voltooi. Hierdie stadium is krities om te verseker dat die buigproses glad en doeltreffend verloop. Begin deur die toepaslike matrixe te kies wat pas by die spesifikasies van die stanse wat u so pas opgestel het. Plaas die matrixe versigtig in die aangeduide area van die masjien, en verseker behoorlike uitlyning vir optimale werkverrigting. Bestee besondere aandag aan die matriksafmetings en verenigbaarheid, aangesien hierdie faktore 'n direkte impak op die gehalte van die buigings wat geproduseer word. Volg hierdie stappe nougeset om 'n naadlose integrasie van die matrixe in die algehele gereedskapopstelling te verseker, en sodoende die weg te ban vir presiese en effektiewe buigoperasies.
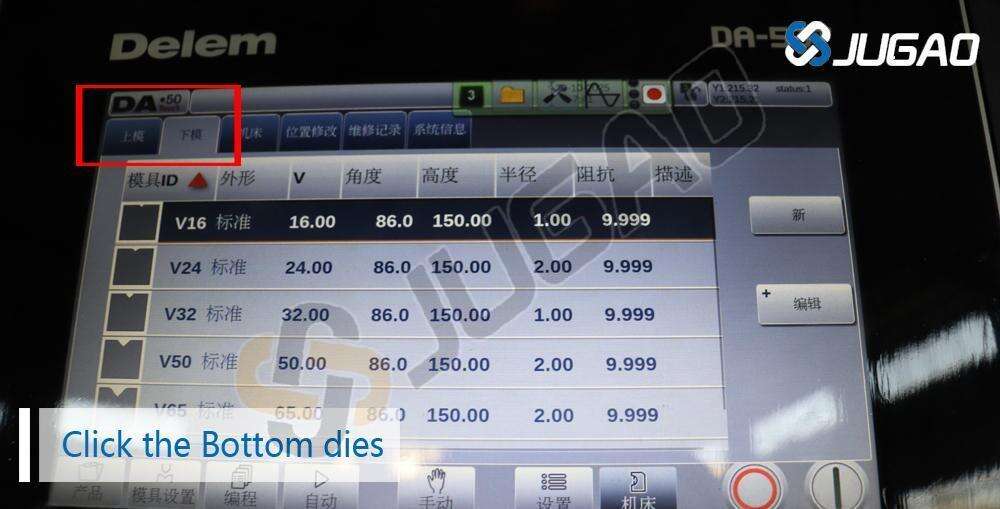
Klik op die Onderste Matrikse Afdeling
Navigeer na die 'Bodemstampe' afdeling van die DELEM DA53T koppelvlak om die proses van die byvoeging van die nuwe stempel te begin. Hierdie afdeling is spesifiek aangewys vir die konfigurering van die onderste vorms, wat 'n vitale rol in die buigproses speel. Sodra u hierdie area invoer, sal u verskeie opsies en instellings rakende die stampe vind. Begin deur die opsie te kies om 'n nuwe stempel by te voeg, wat u sal versoek om noodsaaklike besonderhede in te voer soos afmetings, materiaalsoort, en enige spesifieke eienskappe wat relevant is tot die stempel. Maak seker dat u hierdie inligting akkuraat invoer om verenigbaarheid met die geconfigureerde pons te handhaaf. Deur nougeset hierdie stappe te volg, sal u help om die gereedskapopstelling te vereenvoudig en die algehele doeltreffendheid van u buigoperasies te verbeter.
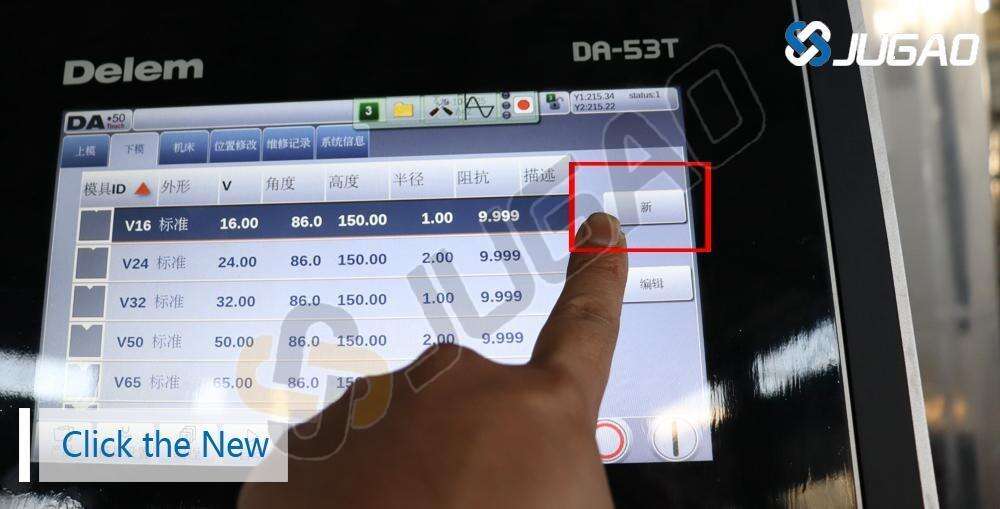
Klik Nuut
Net soos met die stanssnyers, klik op die knoppie "Nuwe" om 'n nuwe stansinskrywing te skep binne die DELEM DA53T-koppelvlak. Hierdie aksie sal jou toelaat om alle nodige spesifikasies vir die nuwe stans in te voer, wat verseker dat dit perfek pas by jou bestaande gereedskapopstelling. Sodra jy op "Nuwe" kliek, sal 'n vorm verskyn wat jou versoek om noodsaaklike besonderhede in te voer, soos die stansafmetings, materiaaleienskappe en enige unieke eienskappe wat relevant is vir sy funksie. Dit is belangrik om deeglik en akkuraat te wees tydens hierdie proses om te waarborg dat die stans optimaal presteer tydens operasies. Deur noukeurig 'n nuwe stansinskrywing te skep, lê jy die grondslag vir hoë-kwaliteit boë en behoud van die algehele doeltreffendheid van jou produksiestede.
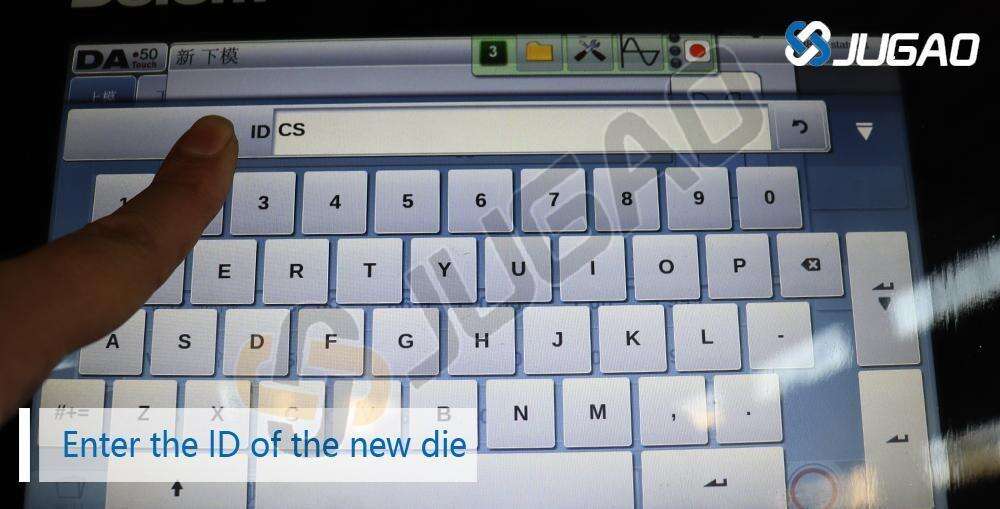
Voer die ID van die Nuwe Stans in
Voer die unieke ID of naam vir die nuwe stans in, en maak seker dit stem akkuraat ooreen met die fisiese stansvorm wat u gebruik. Hierdie identifikasie is kruks vir die handhawing van organisasie en om te verseker dat operateurs die regte stans maklik kan herken en kies tydens produksie. 'n Goed gekose ID of naam behoort die spesifikasies of beoogde gebruik van die stans te weerspieël, wat toekomstige naslaan vergemaklik. Neem die tyd om die ingevoerde inligting twee keer te kontroleer op akkuraatheid, aangesien enige afwykings tot verwarring en moontlike foute in die buigproses kan lei. Deur 'n presiese ooreenkoms tussen die digitale inskrywing en die fisiese vorm te waarborg, dra u by tot die algehele doeltreffendheid en betroubaarheid van u operasies.
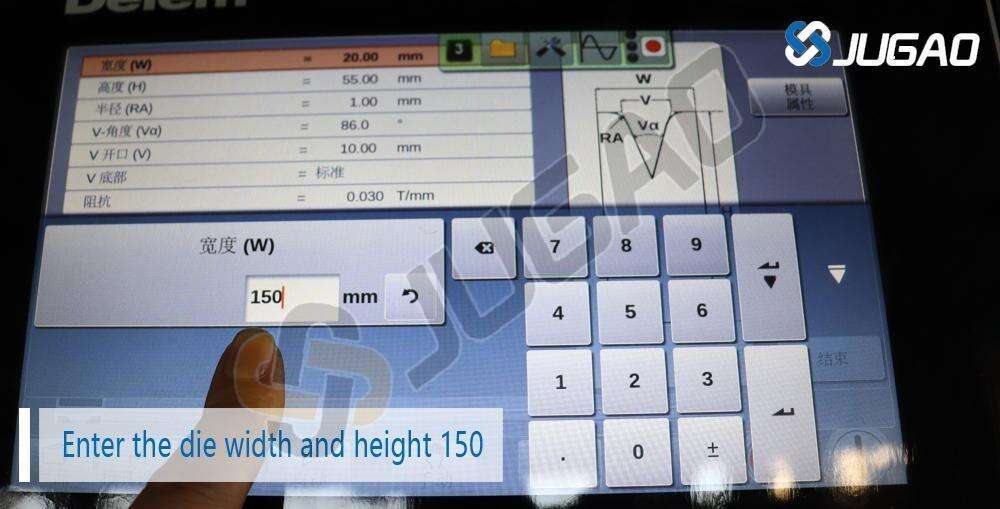
Meet Stansafmetinge
Meet die wydte en hoogte van die nuwe stans presies, aangesien hierdie dimensies krities is om korrekte uitlyning en funksionaliteit tydens die buigproses te verseker. In hierdie voorbeeld word beide die wydte en hoogte as 150 mm aangeteken. Gebruik 'n skuifmaat of 'n soortgelyke meetinstrument om hierdie metings versigtig te neem om akkuraatheid te waarborg. Dit is belangrik om enige geringe variasies op te let, aangesien selfs klein afwykings die prestasie van die stans en die gehalte van die buigings wat geproduseer word, kan beïnvloed. Sodra u bevestig het dat beide dimensies inderdaad 150 mm is, voer hierdie inligting in op die DELEM DA53T-koppelvlak, en verseker dat dit ooreenstem met die spesifikasies van die ooreenstemmende stempel vir optimale resultate.

Voer Stansafmetinge in
Voer die stans se breedte en hoogte in die sisteem in, met beide metings as 150 mm. Hierdie stap is noodsaaklik vir die akkurate konfigurasie van die stans binne die DELEM DA53T-koppelvlak. Terwyl u hierdie afmetings invoer, moet u dubbelkontroleer op tikfoute om presisie te handhaaf. Die akkurate invoer van breedte en hoogte is van kritieke belang, aangesien dit direk beïnvloed hoe die stans met die stampe interaksie het tydens die buigproses. Nadat die waardes ingevoer is, hersien u insette om te bevestig dat hulle korrek is. Hierdie noukeurigheid sal help om naadlose operasies te verseker en bydra tot die algehele doeltreffendheid van u produksiestedrom.
Voer Radiuswaarde In
Soos met die stanssnye, moet die radius van die matriks ook in die stelsel ingevoer word om presiese funksionaliteit tydens die buigproses te verseker. Vir hierdie spesifieke matriks word die radius gemeet op 0,5 mm. Die akkurate opneming van hierdie meting is kruisies, aangesien die radius die kromming van die buigings wat geproduseer word, beïnvloed en die algehele gehalte van die finale produk kan beïnvloed. Terwyl u die radius in die DELEM DA53T-koppelvlak invoer, neem 'n oomblik om te verifieer dat die waarde korrek is en ooreenstem met die fisiese matriks wat u gebruik. Hierdie aandag vir besonderhede sal help om enige afwykings te voorkom wat produksie-effektiwiteit kan beïnvloed, en sal verseker dat die matriks soos beoog tydens operasies funksioneer.

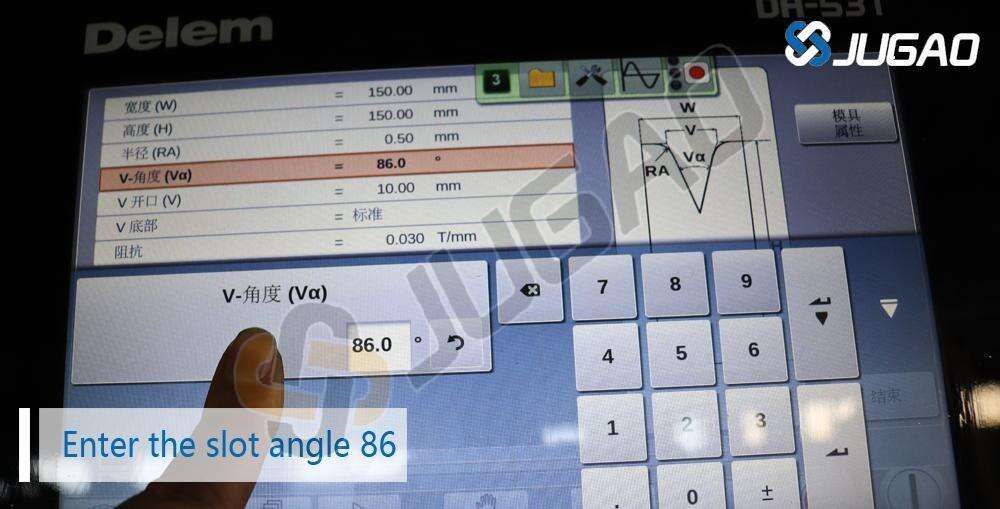
Invoer slot hoek
Die groefhoek vir die stans is 'n ander belangrike parameter wat akkuraat in die sisteem geregistreer moet word. Hierdie hoek speel 'n beduidende rol om te bepaal hoe die stans met die materiaal interaksie het tydens die buigproses. Vir hierdie spesifieke stans moet u die groefhoek as 86 grade invoer. Wanneer u hierdie inligting op die DELEM DA53T-koppelvlak invoer, is dit noodsaaklik dat die hoek presies is, aangesien selfs geringe afwykings kan lei tot onbehoorlike buigings en die algehele gehalte van die eindproduk beïnvloed. Nadat u die 86-graden groefhoek ingevoer het, neem 'n oomblik om u invoer te hersien om die akkuraatheid te bevestig, wat help om konsekwente prestasie en doeltreffendheid in u vervaardigingsoperasies te handhaaf.
Meet Groefwydte
Meet die groefwydte van die stans versigtig, aangesien hierdie dimensie noodsaaklik is om die gewenste buigresultate te bereik. In hierdie voorbeeld word die groefwydte aangeteken as 9 mm. Gebruik 'n skuifmaat of soortgelyke meetinstrument en verseker dat u 'n akkurate meting neem om enige moontlike afwykings te vermy wat produksie kan beïnvloed. Die groefwydte beïnvloed direk hoe materiale in die stans pas en kan die kwaliteit en presisie van die boë beïnvloed. Sodra u bevestig het dat die groefwydte inderdaad 9 mm is, moet u hierdie meting invoer in die DELEM DA53T-koppelvlak, en verseker dat dit korrek oplyn met ander parameters vir optimale prestasie tydens operasies.

Voer Groefwydte In
Voer die gleufwydte in die DELEM DA53T-sisteem in, en stel dit akkuraat in op 90 mm. Hierdie meting is krities om die behoorlike interaksie tussen die stans en die materiaal wat gebuig word, te verseker. Wanneer u hierdie waarde invoer, moet u besonders versigtig wees om foutjies tweemaal te kontroleer, aangesien selfs klein onakkuraathede tot beduidende probleme in die buigproses kan lei. Sodra u bevestig het dat die gleufwydte korrek as 90 mm ingevoer is, hersien ander parameters om seker te maak dat hulle ooreenstem met hierdie meting. Hierdie noukeurige aandag vir besonderhede is noodsaaklik om produksiedoeltreffendheid te handhaaf en hoë-kwaliteitsresultate in u operasies te bereik.

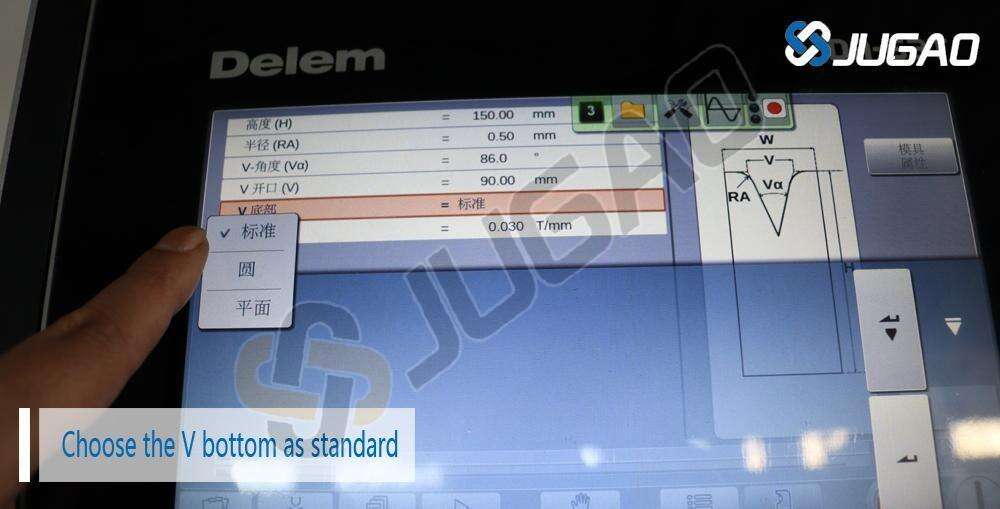
Kies V-bodem as Standaard
Kies die V-bodemopsie vir die stans, aangesien hierdie konfigurasie as die standaard beskou word vir die meeste persbuegmasjiene. Die V-bodemontwerp word verkies weens sy veerkragtigheid en doeltreffendheid om akkurate boë in 'n verskeidenheid materiale te produseer. Hierdie tipe stans vergemaklik 'n eenvormige kragverspreiding, wat verseker dat die materiaal korrek en konsekwent gevorm word. Wanneer u hierdie opsie op die DELEM DA53T-koppelvlak kies, moet u let op die verenigbaarheid met u spesifieke buigvereistes. Deur die V-bodemkonfigurasie te kies, verbeter u die betroubaarheid van u buigprosesse, wat bydra tot groter doeltreffendheid en hoër gehalte-uitsette in u produksieprosesse.
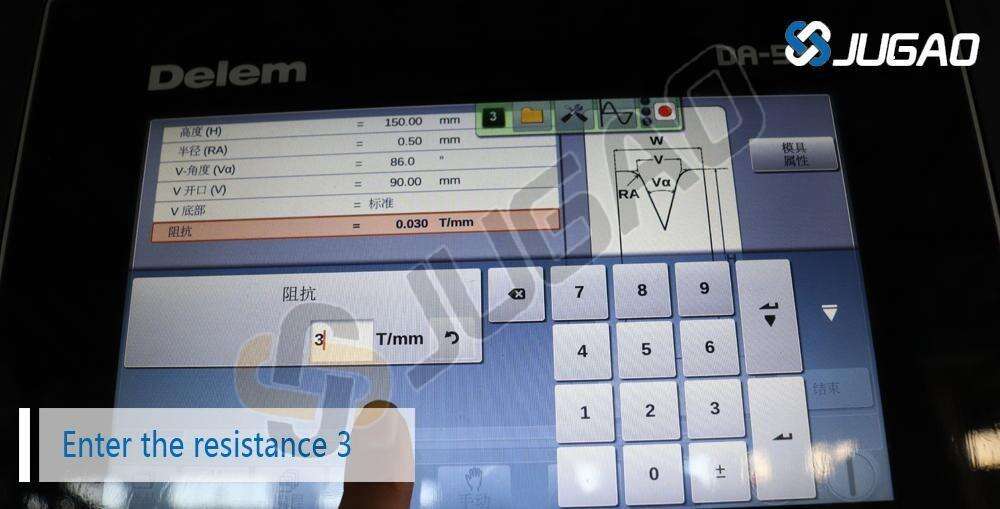
Invoerweerstandwaarde
Voer die matriksweerstandswaarde in, en verseker dat dit op 3 ingestel is. Hierdie parameter is noodsaaklik om te bepaal hoe die matriks sal presteer onder druk tydens die buigproses. Die matriksweerstandswaarde beïnvloed direk die materiaal se reaksie op die toegepaste krag, wat die akkuraatheid en gehalte van die buigings wat geproduseer word, affekteer. Wanneer hierdie waarde in die DELEM DA53T-sisteem ingevoer word, moet die akkuraatheid dubbelgekontroleer word om enige potensiële foute te voorkom wat die buigoperasie kan kompromitteer. Om die matriksweerstand op 3 in te stel, verseker optimale wisselwerking tussen die matriks en die materiaal, wat doeltreffende buiging bevorder en bydra tot die algehele sukses van u vervaardigingsproses. U aandag aan hierdie besonderhede sal help om hoë standaarde in produksie-effektiwiteit en produkgehalte te handhaaf.
Stoor en Voltooi
Sodra alle die parameters noukeurig ingevoer is, is dit tyd om die opstelling te finaliseer deur op 'End' te klik om die stanskonfigurasie te stoor. Hierdie stap is kruks, aangesien dit verseker dat alle spesifieke instellings—soos gleufwydte, gleuwhoek en stansweerstand—veilig in die DELEM DA53T-sisteem gestoor word. Deur die stansopstelling te stoor, skep jy 'n betroubare verwysing vir toekomstige operasies, wat die risiko van foute by daaropvolgende boë verminder. Voordat u op 'End' klik, neem 'n oomblik om elke parameter nog een keer te hersien om hul akkuraatheid te bevestig. Die voltooiing van hierdie proses vereenvoudig nie net u werkstroom nie, maar verbeter ook die algehele doeltreffendheid en gehalte van u produksietaak.

Finalisering van U Gereedskapopstelling
Nou dat beide die stanssnye en vorms in die DELEM DA53T-beheerder gekonfigureer is, is u gereedskapopstelling voltooi. Dit is noodsaaklik om alle ingevoerde waardes tweemaal te kontroleer om foute tydens die buigproses te voorkom. 'n Akkurate gereedskapopstelling speel 'n vitale rol om hoë-kwaliteit boë op u persrem te bereik.
Sodra die konfigurasie afgehandel is, kan u 'n toetsboog uitvoer om te verifieer dat die nuut bygevoegde vorms soos beoog werk en om seker te maak dat alles korrek funksioneer.
Gevolgtrekking
Die byvoeging van nuwe vorms na die DELEM DA53T-beheerder is 'n eenvoudige proses wat afhanklik is van noukeurige aandag vir besonderhede. Deur hierdie stap-vir-stap gids te volg, kan u doeltreffend en akkuraat nuwe stanse en vorms konfigureer, wat 'n vloeiende gereedskapopstelling vir u persrem moontlik maak. Of u nou gereedskap voorberei vir 'n nuwe projek of die masjien aanpas vir 'n spesifieke taak, is die kennis van hoe om vorms effektief te konfigureer, sleutel tot die optimering van masjienprestasie en om kwaliteitsboë te verseker.
Die integrasie van 'n behoorlike gereedskapopstelling in u werksvloei verbeter die doeltreffendheid van persbreukoperasies en help u span om deurgaans hoë-presisie onderdele te produseer. Gebruik hierdie gids wanneer u nuwe vorms moet byvoeg, en u sal op u pad wees na meesterskap van persbreuk gereedskapopstelling met die DELEM DA53T-beheerder.

